Kontur anfahren/verlassen, Appr – HEIDENHAIN TNC 407 (280 580) User Manual Benutzerhandbuch
Seite 104
5-5
TNC 425/TNC 415 B/TNC 407
5
Werkzeug-Bewegungen programmieren
Radiuskorrektur
Die Radiuskorrektur für die Bearbeitung wird im Satz zum Anfahren
(APPR-Satz) programmiert.
Anfahren ohne Radiuskorrektur
Wird im APPR-Satz R0 programmiert, so verfährt die TNC das Werkzeug
wie ein Werkzeug mit Radius R=0 mm und Radiuskorrektur RR!
Dadurch wird bei den Funktionen APPR/DEP LN und APPR/DEP CT die
Richtung festgelegt, in der die TNC das Werkzeug zur Kontur hin und von
ihr fort verfährt.
Die Sätze zum Wegfahren heben die Radiuskorrektur automatisch auf.
R0 wird also beim Wegfahren nicht extra eingegeben.
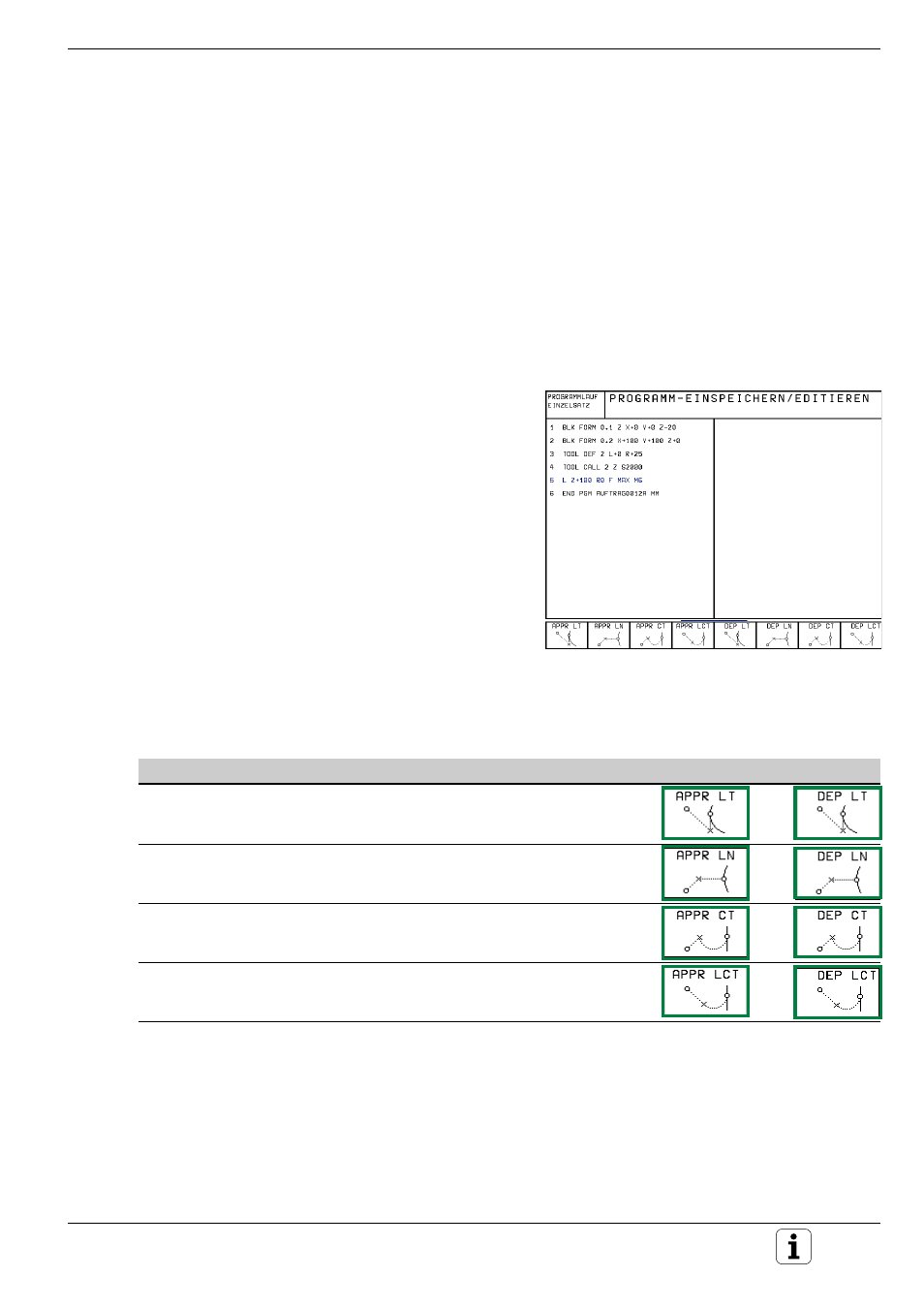
Eingaben-Übersicht
Die Funktionen zum An- und Wegfahren werden
mit der APPR/DEP-Taste über der Bahnfunktions-
Taste CR aktiviert.
Die Bahnform, auf der die TNC das Werkzeug
verfährt, wird über einen Softkey festgelegt.
Koordinaten lassen sich wie gewohnt absolut oder
inkremental in rechtwinkligen oder Polar-Koordina-
ten eingeben.
Wird auch die Spindelachse im APPR/DEP-Satz
eingegeben, verfährt die TNC das Werkzeug mit
Positionierlogik: z.B. beim Wegfahren erst in der
Bearbeitungsebene, dann in der Spindelachse.
Bahnformen beim Anfahren des ersten oder Verlassen des letzten Konturpunkts
Funktion
Anfahren
Wegfahren
Gerade mit tangentialem Anschluß
Gerade senkrecht zum Konturpunkt
Kreisbahn mit tangentialem Anschluß
Kreisbahn mit tangentialem Anschluß an die Kontur,
An- und Wegfahren zu einem Hilfspunkt außerhalb der Kontur
auf tangential anschließendem Geradenstück
Erklärung der Kurzbezeichnungen
APPR
engl. APPRoach = Anfahrt
DEP
engl. DEParture = Abfahrt
L
engl. Line = Gerade
C
engl. Circle = Kreis
T
Tangential (stetiger, glatter Übergang)
N
Normal (senkrecht)
Abb. 5.5:
Softkey-Leiste mit den Funktionen zum An-
und Wegfahren