6 bahnbewegungen – freie konturprogrammierung fk, Konturelemente mit fk programmieren – HEIDENHAIN TNC 407 (280 580) User Manual Benutzerhandbuch
Seite 140
5–41
TNC 425/TNC 415 B/TNC 407
5.6
Bahnbewegungen – Freie Konturprogrammierung FK
5
Werkzeug-Bewegungen programmieren
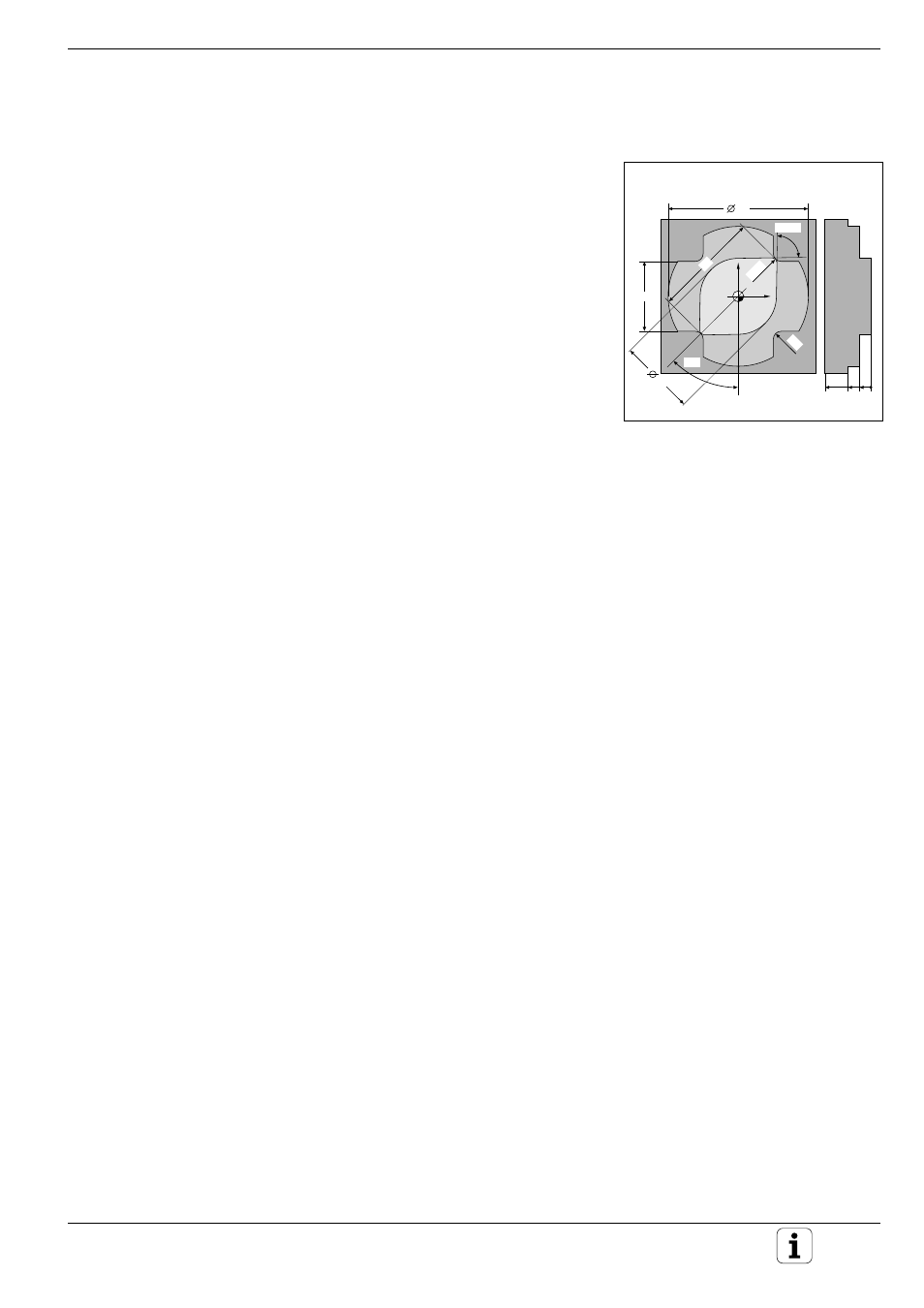
Abb. 5.45: Diese Maßangaben sind mit FK
programmierbar
X
Y
88,15
°
36
21
18
45
°
R4
28
R2,5
40
20 10 0
5.6 Bahnbewegungen – Freie Konturprogrammierung FK
Werkstück-Zeichnungen enthalten oft Koordinaten-Angaben, die nicht
über eine graue Bahnfunktions-Taste eingegeben werden können. Solche
Angaben werden an der TNC mit der Freien Konturprogrammierung FK
direkt programmiert.
Bei der FK-Programmierung kann ein Konturelement definiert sein über
• Hilfspunkte auf dem Konturelement
• Hilfspunkte in der Nähe
• einen Relativbezug zu einem anderen Konturelement
• Richtungsangaben
• Angaben zum Konturverlauf
Für die FK-Programmierung stehen Softkeys zur Verfügung.
Konturelemente mit FK programmieren
FK-Konturelemente lassen sich in der Bearbeitungsebene
programmieren, die senkrecht zu der Spindelachse liegt, die
in der ersten BLK FORM eines Programms angegeben ist.
Für jedes Konturelement werden alle verfügbaren Daten eingegeben.
Auch Angaben, die sich nicht ändern, sind in jedem Satz zu programmie-
ren! Nicht programmierte Daten gelten als nicht bekannt.
Enthält ein Satz alle bekannten Angaben zum Konturelement, wird er mit
END abgeschlossen.
Werden in einem Programm FK-Eingaben und konventionelle Eingaben
gemischt, muß jeder FK-Abschnitt eindeutig bestimmt sein, bevor wieder
konventionell programmiert wird.
Vorpositionieren
Das Werkzeug wird konventionell mit einer grauen Bahnfunktions-Taste
vorpositioniert. Die Vorposition sollte nah an einem Konturelement liegen,
von dem viele Angaben bekannt sind.
Falls die Koordinaten des ersten Konturpunkts bekannt sind, läßt er sich
mit der Anfahr-Funktion anfahren.