HEIDENHAIN TNC 407 (280 580) User Manual Benutzerhandbuch
Seite 217
8-10
8
Zyklen
TNC 407/ TNC 415 B/ TNC 425
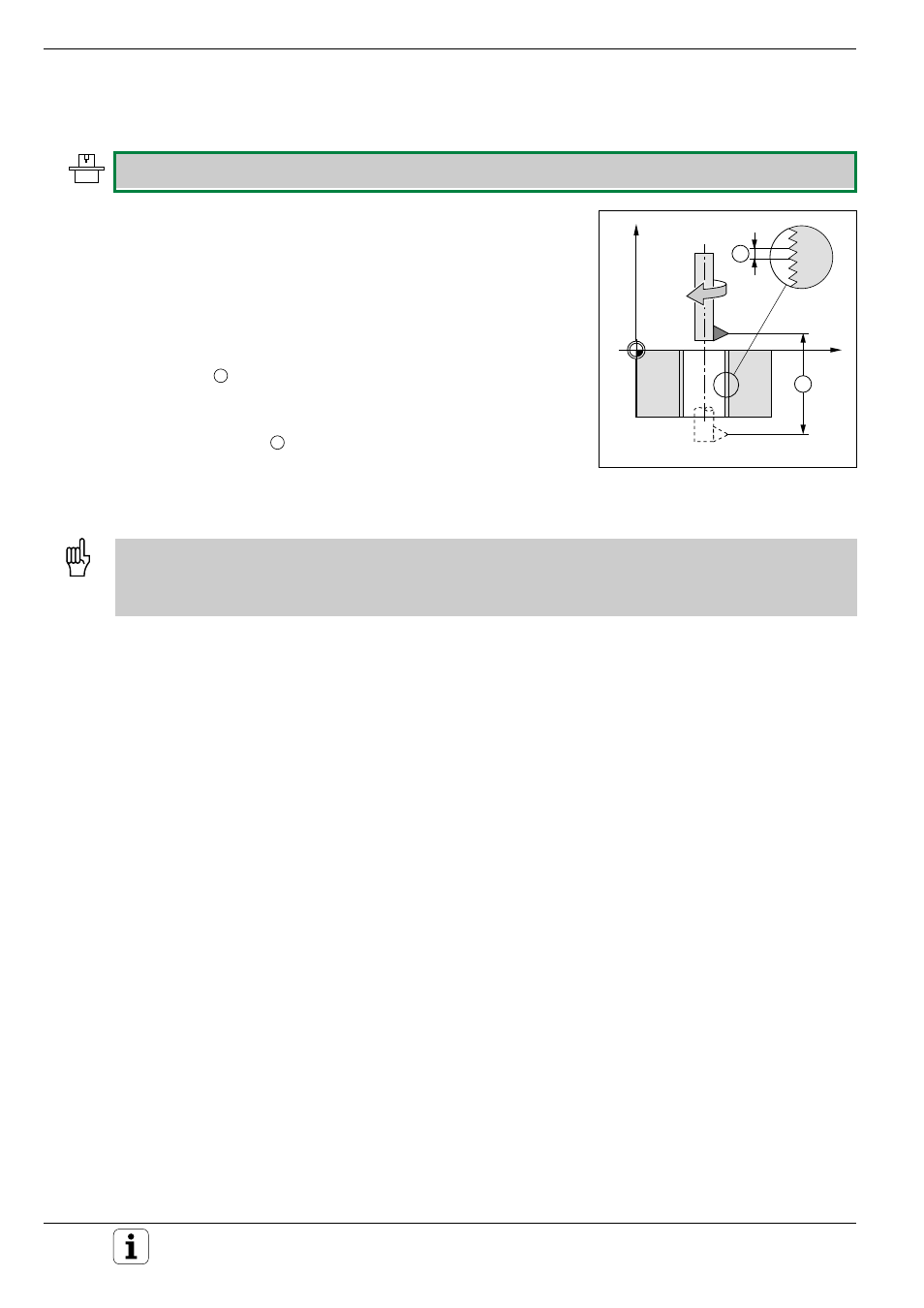
GEWINDESCHNEIDEN (Zyklus 18)
Maschine und TNC müssen vom Maschinen-Hersteller für das Gewindeschneiden vorbereitet sein.
Zyklus-Ablauf
Zyklus 18 GEWINDESCHNEIDEN fährt das Werkzeug mit geregelter
Spindel von der aktuellen Position mit der aktiven Drehzahl auf die
eingegebene Tiefe. Am Bohrungsgrund erfolgt ein Spindel-Stop. An- und
Wegfahrbewegungen müssen Sie separat – am besten in einem
Hersteller-Zyklus – eingeben. Ihr Maschinen-Hersteller erteilt Ihnen
hierzu nähere Informationen.
Eingaben:
• BOHRTIEFE :
Abstand zwischen aktueller Werkzeug-Position und Gewindeende.
Das Vorzeichen der Bohrtiefe legt die Arbeitsrichtung fest
(– entspricht negative Werkzeugachsen-Richtung).
• GEWINDESTEIGUNG :
Das Vorzeichen legt Rechts- und Linksgewinde fest:
+ = Rechtsgewinde
(M3 bei negativer BOHRTIEFE)
– = Linksgewinde
(M4 bei negativer BOHRTIEFE)
• Die TNC berechnet den Vorschub in Abhängigkeit von der Drehzahl. Wird während des Gewindeschneidens
der Drehknopf für den Drehzahl-Override betätigt, wird der Vorschub automatisch angepaßt.
• Der Drehknopf für den Vorschub-Override ist nicht aktiv.
• Die TNC schaltet die Spindel automatisch Ein und Aus. Vor dem Zyklus-Aufruf M3/M4 nicht programmieren.
Abb. 8.4:
Eingaben für Zyklus GEWINDE-
SCHNEIDEN
Z
X
A
B
A
B