7 werkzeugbezogene eingaben, Yx z – HEIDENHAIN TNC 407 (280 580) User Manual Benutzerhandbuch
Seite 87
TNC 425/TNC 415 B/TNC 407
4-28
4
Programmieren
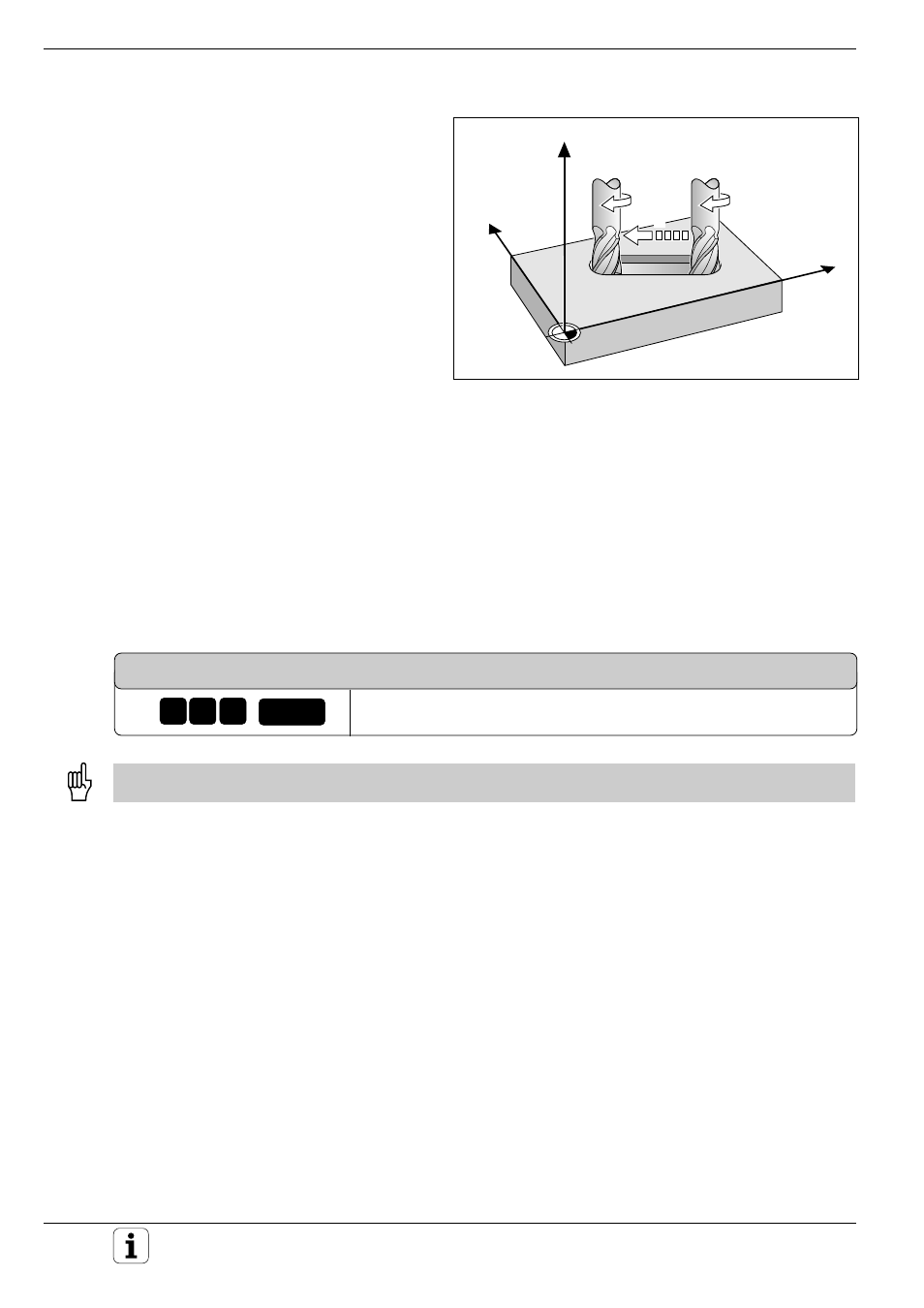
Abb. 4.20: Vorschub F und Spindeldrehzahl S des Werkzeugs
Y
X
Z
F
S
S
ENT
1 0
z.B.
0
4.7 Werkzeugbezogene Eingaben
Für das Werkzeug werden außer den Werkzeug-
Daten und -Korrekturen folgende Angaben pro-
grammiert:
• Vorschub F
• Spindeldrehzahl S
• Zusatz-Funktionen M
Vorschub F
Der Vorschub ist die Geschwindigkeit in mm/min (inch/min), mit der sich
der Werkzeug-Mittelpunkt auf seiner Bahn bewegt.
Eingabebereich:
F = 0 bis 300.000 mm/min
Der maximale Vorschub ist für jede Maschinenachse einzeln durch
Maschinen-Parameter festgelegt.
Eingabe
Dialogfrage in Positioniersatz beantworten:
VORSCHUB F = ? / F MAX = ENT
Vorschub F eingeben, z.B. F = 100 mm/min
Die Frage nach FMAX erscheint nicht immer.
Eilgang
Für den Eilgang kann F = FMAX eingegeben werden. Falls bekannt, kann
auch der maximale Vorschub direkt programmiert werden.
FMAX hat nur für den Programmsatz Gültigkeit, in dem er programmiert
wurde.
Wirkungsdauer des Vorschubs F
Der mit Zahlenwert eingegebene Vorschub gilt so lange, bis beim Abar-
beiten des Programms ein Satz erreicht wird, in dem ein neuer Vorschub
steht.
Ist der neue Vorschub FMAX, so gilt nach dem Satz mit FMAX wieder
der letzte mit Zahlenwert programmierte Vorschub.
Änderung des Vorschubs F
Der Vorschub des Werkzeugs kann mit dem Drehknopf für den Vor-
schub-Override geändert werden (siehe S. 2-6).