HEIDENHAIN TNC 407 (280 580) User Manual Benutzerhandbuch
Seite 216
8-9
8
Zyklen
TNC 407/ TNC 415 B/ TNC 425
GEWINDEBOHREN ohne Ausgleichsfutter (Zyklus 17)
Maschine und TNC müssen vom Maschinen-Hersteller für das Gewindebohren ohne Ausgleichsfutter vorbereitet
sein.
Zyklus-Ablauf
Das Gewinde wird mit einem Fertigschneider entweder in einem oder in
mehreren Arbeitsgängen ohne Längenausgleichsfutter geschnitten.
Vorteile gegenüber dem Zyklus Gewindebohren mit Ausgleichsfutter:
• Höhere Bearbeitungsgeschwindigkeit
• Gleiches Gewinde wiederholbar, da sich die Spindel beim Zyklus-
Aufruf auf die 0°-Position ausrichtet (abhängig von Maschinen-
Parameter 7160; siehe S.12-12)
• Größerer Verfahrbereich der Spindelachse, da das Ausgleichsfutter
entfällt
• Die TNC berechnet den Vorschub in Abhängigkeit von der Drehzahl. Wird während des Gewindebohrens der
Drehknopf für den Drehzahl-Override betätigt, wird der Vorschub automatisch angepaßt.
• Der Drehknopf für den Vorschub-Override ist nicht aktiv.
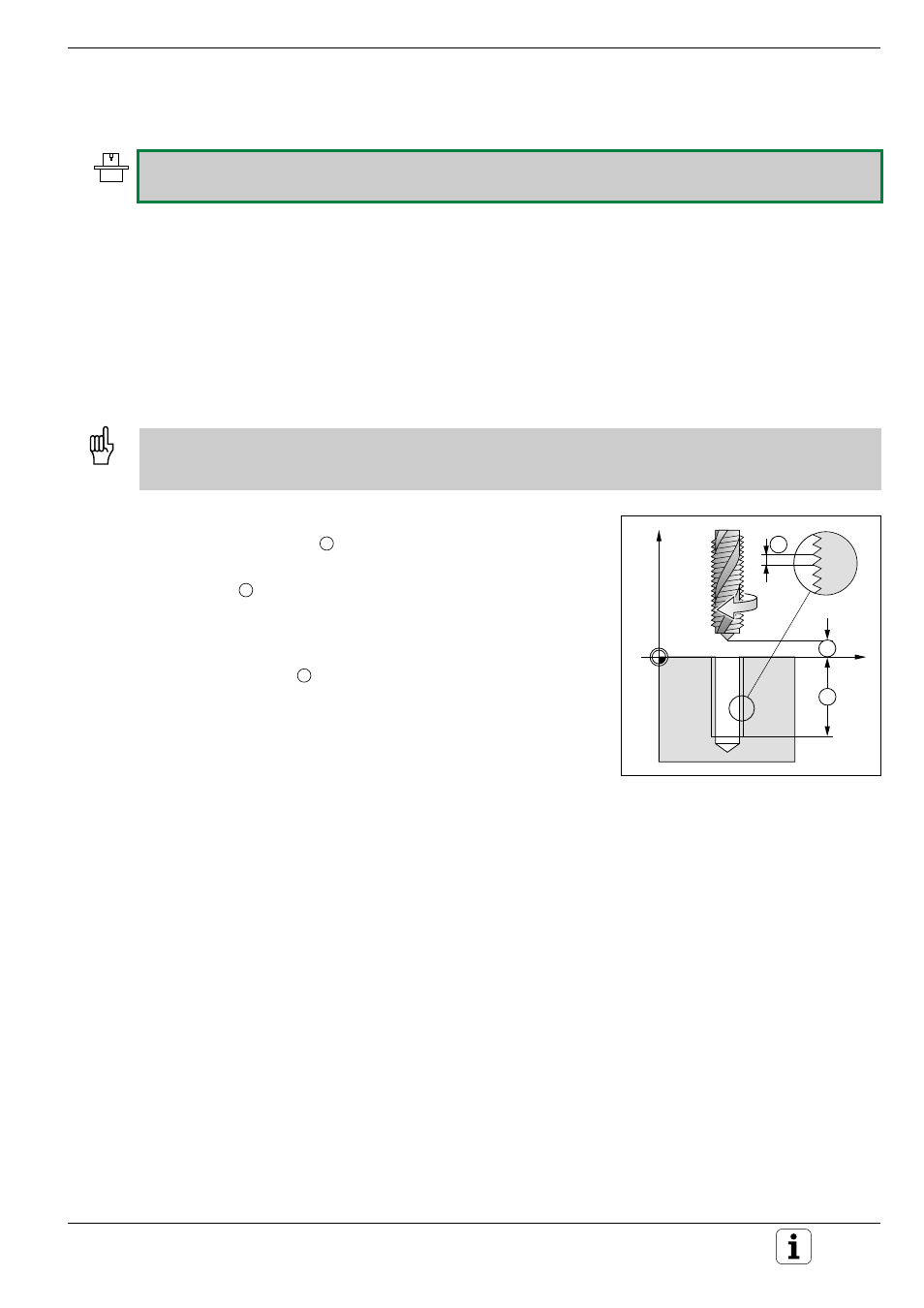
Eingaben
• SICHERHEITS-ABSTAND
A
:
Abstand zwischen Werkzeugspitze (Start-Position) und
Werkstück- Oberfläche.
• BOHRTIEFE
B
:
Abstand zwischen Werkstück-Oberfläche (Gewindebeginn)
und Gewindeende.
Das Vorzeichen der Bohrtiefe legt die Arbeitsrichtung fest
(– entspricht negative Werkzeugachsen-Richtung).
• GEWINDESTEIGUNG
C
:
Das Vorzeichen legt Rechts- und Linksgewinde fest:
+ = Rechtsgewinde
–
= Linksgewinde
Abb. 8.3:
Eingaben für Zyklus GEWINDE-
BOHREN ohne Ausgleichsfutter
C
Z
X
A
B