HEIDENHAIN TNC 415 (259 9x0) Service Manual Benutzerhandbuch
Seite 241
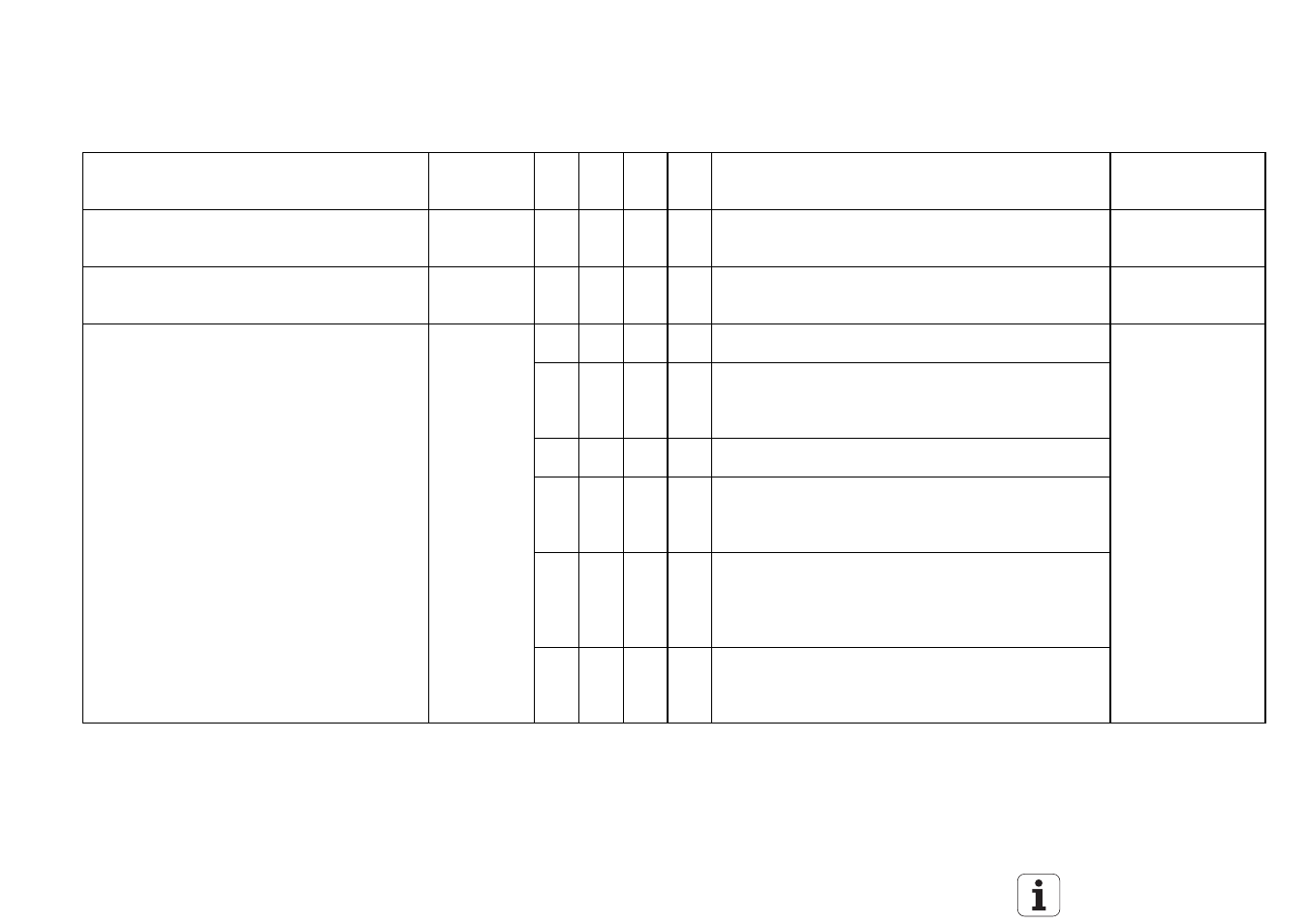
Bearbeitung und Programmlauf
Funktion
MP
Nr.
Bit
A
B
C
D
Eingabe
AE-6
Eingabewert
Zyklus "Maßfaktor" wirkt auf 2 Achsen
oder auf 3 Achsen
7410*
0 =
3 Achsen
1 =
in der Bearbeitungsebene
0
Werkzeugdaten im
TOUCH-PROBE-Satz
7411*
0 = die aktuellen Werkzeugdaten werden mit den
kalibrierten Tastsystemdaten überschrieben
1 = die aktuellen Werkzeugdaten bleiben erhalten
0
Zyklus zum Fräsen von Taschen mit
beliebiger Kontur
7420*
0 ... 31
%00000
-Fräsrichtung beim Kanal-Fräsen
0
0 = Kanal-Fräsen der Kontur bei Taschen im Gegen-
uhrzeigersinn, bei Inseln im Uhrzeigersinn
1 = Kanal-Fräsen der Kontur bei Taschen im Uhrzeiger-
sinn, bei Inseln im Gegenuhrzeigersinn
-Reihenfolge für Ausräumen und Kanal-
Fräsen
1
0 = zuerst Kanal-Fräsen, dann Tasche ausräumen
2 = zuerst Tasche ausräumen, dann Kanal-Fräsen
-Vereinigen programmierter Konturen
2
0 = Konturen werden nur vereinigt, wenn sich die
Fräsermittelpunktsbahnen schneiden
4 = Konturen werden vereinigt, wenn sich die pro-
grammierten Konturen schneiden
-"Ausräumen" und "Vorfräsen" bis zur
Taschentiefe bzw. für jede Zustellung
3
0 = Ausräumen und Kanal-Fräsen erfolgen zusammen-
hängend über alle Zustellungen
8 = Für jede Zustellung erfolgt Kanal-Fräsen und dann
Ausräumen (abhängig von Bit 1), bevor nächste
Zustellung erfolgt
- Position nach Ende der Konturtaschen-
bearbeitung
(Zyklen 6, 15, 16, 21, 22, 23, 24)
4
-
05
0 = nach Zyklusende wird die Position vor dem Zyklus-
aufruf angefahren
16 = nach dem Zyklusende wird nur die Werkzeug-
achse auf die Sicherheitshöhe positioniert
* Über Schlüsselzahl 123 zugänglich
03.06.96
5.2
63