Zyklusparameter – HEIDENHAIN TNC 640 (34059x-02) Cycle programming Benutzerhandbuch
Seite 108
Bearbeitungszyklen: Gewindebohren / Gewindefräsen
4.3
GEWINDEBOHREN ohne Ausgleichsfutter GS NEU (Zyklus 207,
DIN/ISO: G207)
4
108
TNC 640 | Benutzer-Handbuch Zyklenprogrammierung | 3/2013
Zyklusparameter
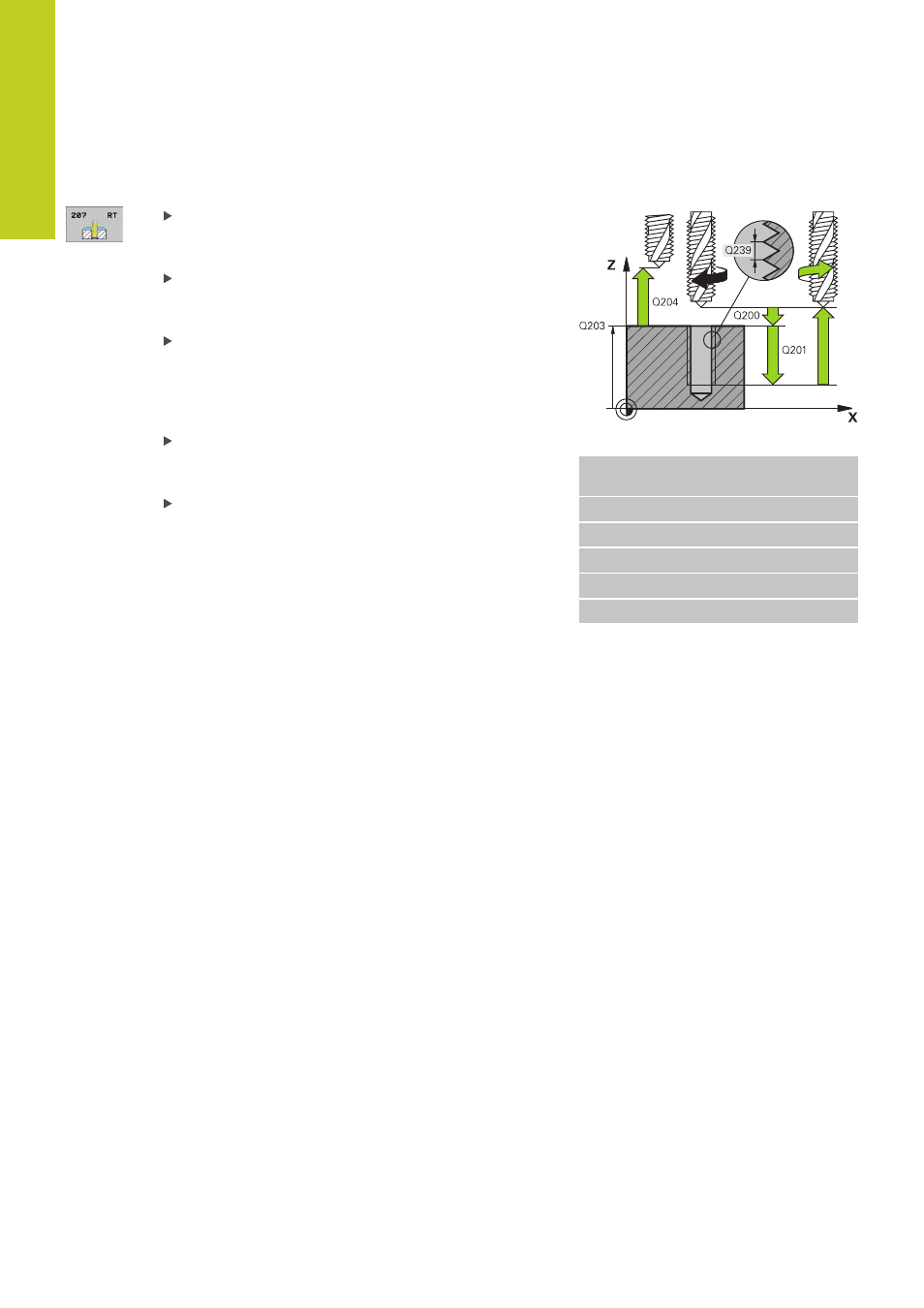
Sicherheits-Abstand Q200 (inkremental): Abstand
zwischen Werkzeugspitze und Werkstück-
Oberfläche. Eingabebereich 0 bis 99999,9999
Gewindetiefe Q201 (inkremental): Abstand
zwischen Werkstück-Oberfläche und Gewindegrund.
Eingabebereich -99999,9999 bis 99999,9999
Gewindesteigung Q239: Steigung des Gewindes.
Das Vorzeichen legt Rechts- oder Linksgewinde fest:
+ = Rechtsgewinde
– = Linksgewinde Eingabebereich -99,9999 bis
99,9999
Koord. Werkstück-Oberfläche Q203 (absolut):
Koordinate Werkstück-Oberfläche. Eingabebereich
-99999,9999 bis 99999,9999
2. Sicherheits-Abstand Q204 (inkremental):
Koordinate Spindelachse, in der keine Kollision
zwischen Werkzeug und Werkstück (Spannmittel)
erfolgen kann. Eingabebereich 0 bis 99999,9999
NC-Sätze
26 CYCL DEF 207 GEW.-BOHREN GS
NEU
Q200=2
;SICHERHEITS-ABST.
Q201=-20
;TIEFE
Q239=+1
;GEWINDESTEIGUNG
Q203=+25
;KOOR. OBERFLAECHE
Q204=50
;2. SICHERHEITS-ABST.
Freifahren bei Programm-Unterbrechung
Wenn Sie während des Gewindeschneid-Vorgangs die externe
Stopp-Taste drücken, zeigt die TNC den Softkey MANUELL
VERFAHREN an. Wenn Sie MANUEL VERFAHREN drücken,
können Sie das Werkzeug gesteuert freifahren. Drücken Sie dazu
die positive Achsrichtungs-Taste der aktiven Spindelachse.