Zyklusparameter – HEIDENHAIN TNC 640 (34059x-02) Cycle programming Benutzerhandbuch
Seite 351
Advertising
STECHDREHEN KONTUR AXIAL
(Zyklus 850, DIN/ISO: G850)
13.21
13
TNC 640 | Benutzer-Handbuch Zyklenprogrammierung | 3/2013
351
Zyklusparameter
Bearbeitungs-Umfang Q215: Bearbeitungs-Umfang
festlegen:
0: Schruppen und Schlichten
1: Nur Schruppen
2: Nur Schlichten auf Fertigmaß
3: Nur Schlichten auf Aufmaß
Sicherheits-Abstand Q460: reserviert, derzeit keine
Funktion
Vorschub Schruppen Q478:
Vorschubgeschwindigkeit beim Schruppen. Wenn
Sie M136 programmiert haben interpretiert die TNC
den Vorschub in Millimeter pro Umdrehung, ohne
M136 in Millimeter pro Minute.
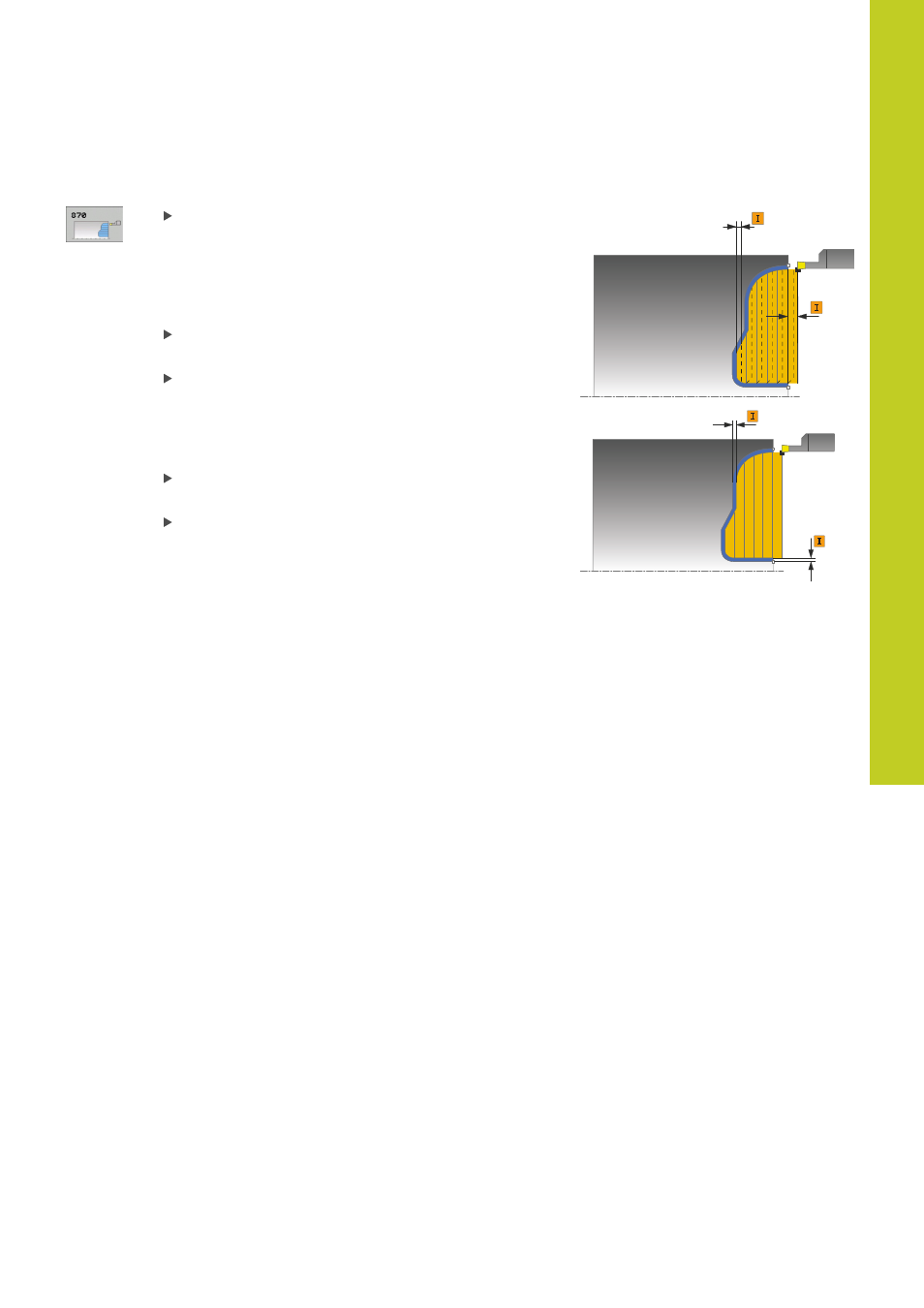
Aufmaß Durchmesser Q483 (inkremental):
Durchmesser-Aufmaß auf die definierte Kontur
Aufmaß Z Q484 (inkremental): Aufmaß auf die
definierte Kontur in axialer Richtung
Q460
Q463
Ø Q483
Q484
Advertising