2 dreh-system anpassen (zyklus 800, din/iso: g800), Anwendung, Dreh-system anpassen (zyklus 800, din/iso: g800) – HEIDENHAIN TNC 640 (34059x-02) Cycle programming Benutzerhandbuch
Seite 288
Zyklen: Drehen
13.2 DREH-SYSTEM ANPASSEN
(Zyklus 800, DIN/ISO: G800)
13
288
TNC 640 | Benutzer-Handbuch Zyklenprogrammierung | 3/2013
13.2
DREH-SYSTEM ANPASSEN
(Zyklus 800, DIN/ISO: G800)
Anwendung
Ggf. stellt Ihr Maschinenhersteller eigene Funktionen
zum Ausrichten des Werkzeuges zur Verfügung.
Beachten Sie Ihr Maschinenhandbuch!
Bevor Sie Drehbearbeitungen ausführen müssen Sie:
das Werkzeug in die richtige Position bringen
die Werkzeugschneide orientieren
Um das Werkzeug in eine geeignete Position zu bringen,
programmieren Sie einen Verfahrsatz z.B.
L Y+0 R0 FMAX zur Mitte
der Drehspindel.
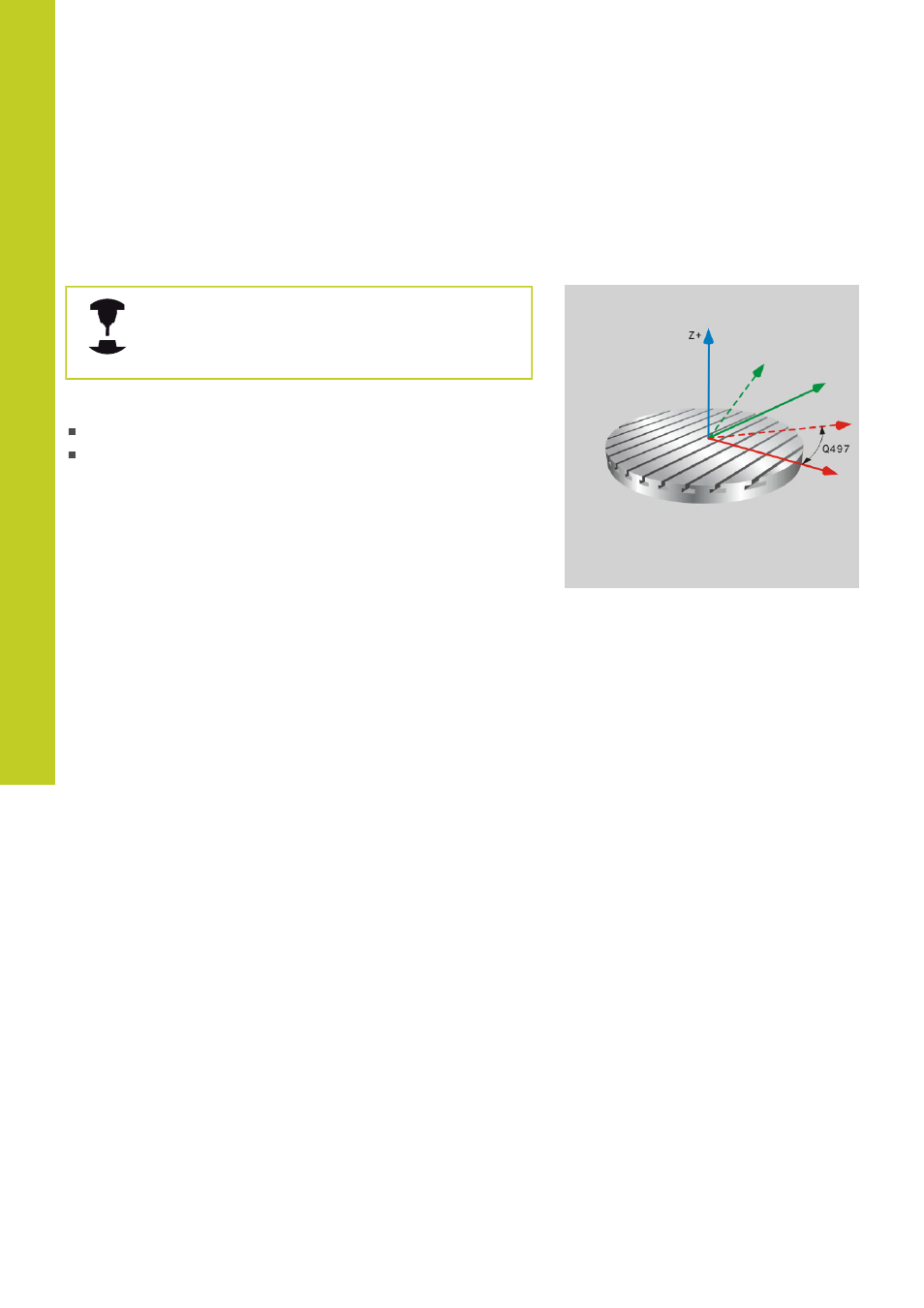
Zum Orientieren der Werkzeugschneide verwenden Sie den
Zyklus 800 DREHSYTEM ANPASSEN. Der Zyklus 800 richtet das
Werkstück-Koordinatensystem auf den Präzessionswinkel Q497
aus und orientiert die Werkzeugschneide entsprechend. Die TNC
orientiert die Werkzeugschneide für Außenbearbeitungen auf das
Drehtisch-Zentrum, für Innenbearbeitungen in entgegengesetzter
Richtung.
Mit dem Präzessionswinkel Q497 definieren Sie, auf welcher
Position am Umfang des Werkstückes die Bearbeitung stattfinden
soll. Dies kann erforderlich sein, wenn Sie das Werkzeug aus
Platzgründen in eine bestimmte Stellung bringen müssen,
um eine Bearbeitung ausführen zu können. Sie können die
Bearbeitungsposition aber auch drehen, um Bearbeitungsprozesse
besser zu beobachten. Falls Sie eine angestellte Drehbearbeitung
durchführen, orientieren Sie mit dem Präzessionswinkel die
Werkzeugschneide und das Koordinatensystem auf eine geeignete
Position (siehe Benutzer-Handbuch, Kapitel Drehbearbeitung).
Die Drehzyklen der TNC können Sie für Innen- und
Außenbearbeitungen nutzen. Mit dem Zyklus 800 können Sie das
Werkzeug-Koordinatensystem spiegeln (
WERKZEUG UMKEHREN
Q498). So können Sie Werkzeuge sowohl für Innen- als auch für
Außenbearbeitungen verwenden. Die TNC dreht dann die Spindel
um 180° und spiegelt die Werkzeugorientierung
TO.