Zyklusparameter – HEIDENHAIN TNC 640 (34059x-02) Cycle programming Benutzerhandbuch
Seite 378
Zyklen: Drehen
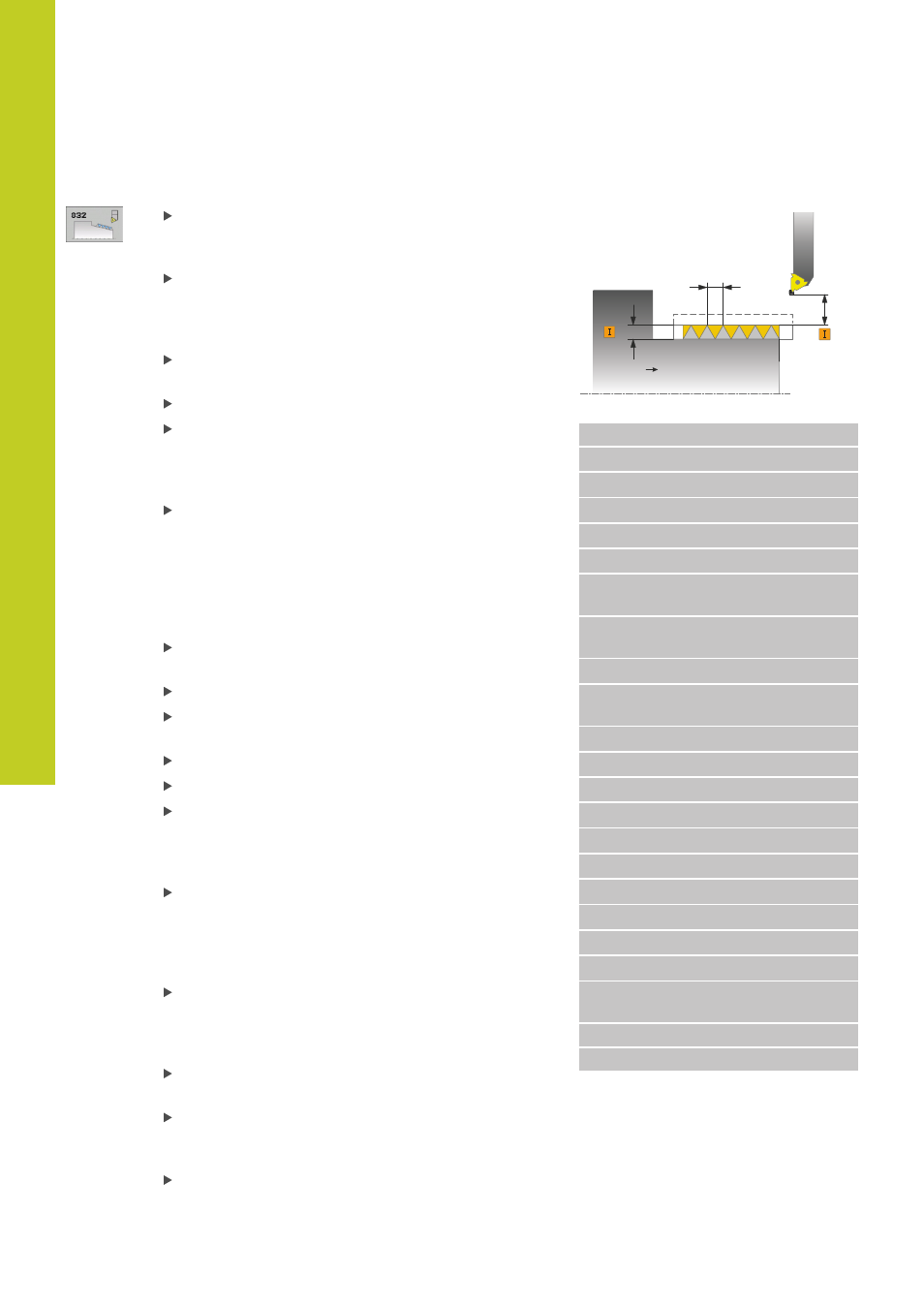
13.29 GEWINDE ERWEITERT (Zyklus 832, DIN/ISO: G832)
13
378
TNC 640 | Benutzer-Handbuch Zyklenprogrammierung | 3/2013
Zyklusparameter
Gewindelage Q471: Lage des Gewindes festlegen:
0: Außengewinde
1: Innengewinde
Gewindeorientierung Q461: Richtung der
Gewindesteigung festlegen:
0: Längs (Parallel zur Drehachse)
1: Quer (Senkrecht zur Drehachse)
Sicherheits-Abstand Q460: Sicherheitsabstand
senkrecht zur Gewindesteigung.
Gewindesteigung Q472: Steigung des Gewindes
Gewindetiefe Q473 (inkremental): Tiefe des
Gewindes. Bei Eingabe von 0 nimmt die Steuerung
die Tiefe anhand der Steigung für ein metrisches
Gewinde an.
Bemaßungsart Kegel Q464: Art der Bemaßung der
Kegelkontur festlegen:
0: Über Start- und Endpunkt
1: Über Endpunkt, Start-X und Kegelwinkel
2: Über Endpunkt, Start-Z und Kegelwinkel
3: Über Startpunkt, End-X und Kegelwinkel
4: Über Startpunkt, End-Z und Kegelwinkel
Konturstart Durchmesser Q491: X-Koordinate des
Konturstartpunkts (Durchmesserangabe)
Konturstart Z Q492: Z-Koordinate des Startpunkts
Konturende Durchmesser Q493: X-Koordinate des
Endpunkts (Durchmesserangabe)
Konturende Z Q494: Z-Koordinate des Endpunkts
Kegelwinkel Q469:Kegelwinkel der Kontur
Gewindeauslauf Q474 (inkremental): Länge des
Wegs, auf dem am Gewindeende von der aktuellen
Zustelltiefe auf den Gewindedurchmesser Q460
abgehoben wird.
Anlaufweg Q465 (inkremental): Länge des Wegs in
Richtung der Steigung, auf dem die Vorschubachsen
auf die benötigte Geschwindigkeit beschleunigt
werden. Der Anlaufweg liegt außerhalb der
definierten Gewindekontur.
Überlaufweg Q466: Länge des Wegs in Richtung
der Steigung, auf dem die Vorschubachsen
verzögert werden. Der Überlaufweg ist innerhalb
der definierten Gewindekontur.
Maximale Schnitttiefe Q463: Maximale Zustelltiefe
senkrecht zur Gewindesteigung
Zustellwinkel Q467: Winkel, unter dem die
Zustellung Q463 erfolgt. Der Bezugswinkel ist die
Parallele zur Gewindesteigung.
Zustellart Q468: Art der Zustellung festlegen:
0: konstanter Spanquerschnitt (die Zustellung
verringert sich mit der Tiefe)
1: konstante Zustelltiefe
Q460
Q472
Q473
=0 ISO
1502
NC-Sätze
11 CYCL DEF 832 GEWINDE ERWEITERT
Q471=+0
;GEWINDELAGE
Q461=+0
;GEWINDEORIENTIERUNG
Q460=+2
;SICHERHEITSABSTAND
Q472=+2
;GEWINDESTEIGUNG
Q473=+0
;GEWINDETIEFE
Q464=+0
;BEMASSUNGSART
KEGEL
Q491=+100
;KONTURSTART
DURCHMESSER
Q492=+0
;KONTURSTART Z
Q493=+110
;KONTURENDE
DURCHMESSER
Q494=-35
;KONTURENDE Z
Q469=+0
;KEGELWINKEL
Q474=+0
;GEWINDEAUSLAUF
Q465=+4
;ANLAUFWEG
Q466=+4
;UEBERLAUFWEG
Q463=+0.5
;MAX. SCHNITTTIEFE
Q467=+30
;ZUSTELLWINKEL
Q468=+0
;ZUSTELLART
Q470=+0
;STARTWINKEL
Q475=+30
;GANGANZAHL
Q476=+30
;ANZAHL
LEERSCHNITTE
12 L X+80 Y+0 Z+2 FMAX M303
13 CYCL CALL