Beim programmieren beachten, Zyklusparameter – HEIDENHAIN TNC 640 (34059x-02) Cycle programming Benutzerhandbuch
Seite 462
Tastsystemzyklen: Bezugspunkte automatisch erfassen
16.12 BEZUGSPUNKT MITTE 4 BOHRUNGEN (Zyklus 418, DIN/ISO:
G418)
16
462
TNC 640 | Benutzer-Handbuch Zyklenprogrammierung | 3/2013
Beim Programmieren beachten!
Achtung Kollisionsgefahr!
Wenn Sie mit dem Tastsystem-Zyklus einen
Bezugspunkt setzen (Q303 = 0) und zusätzlich
Antasten TS-Achse (Q381 = 1) verwenden, darf
keine Koordinaten-Umrechnung aktiv sein.
Vor der Zyklus-Definition müssen Sie einen
Werkzeug-Aufruf zur Definition der Tastsystem-Achse
programmiert haben.
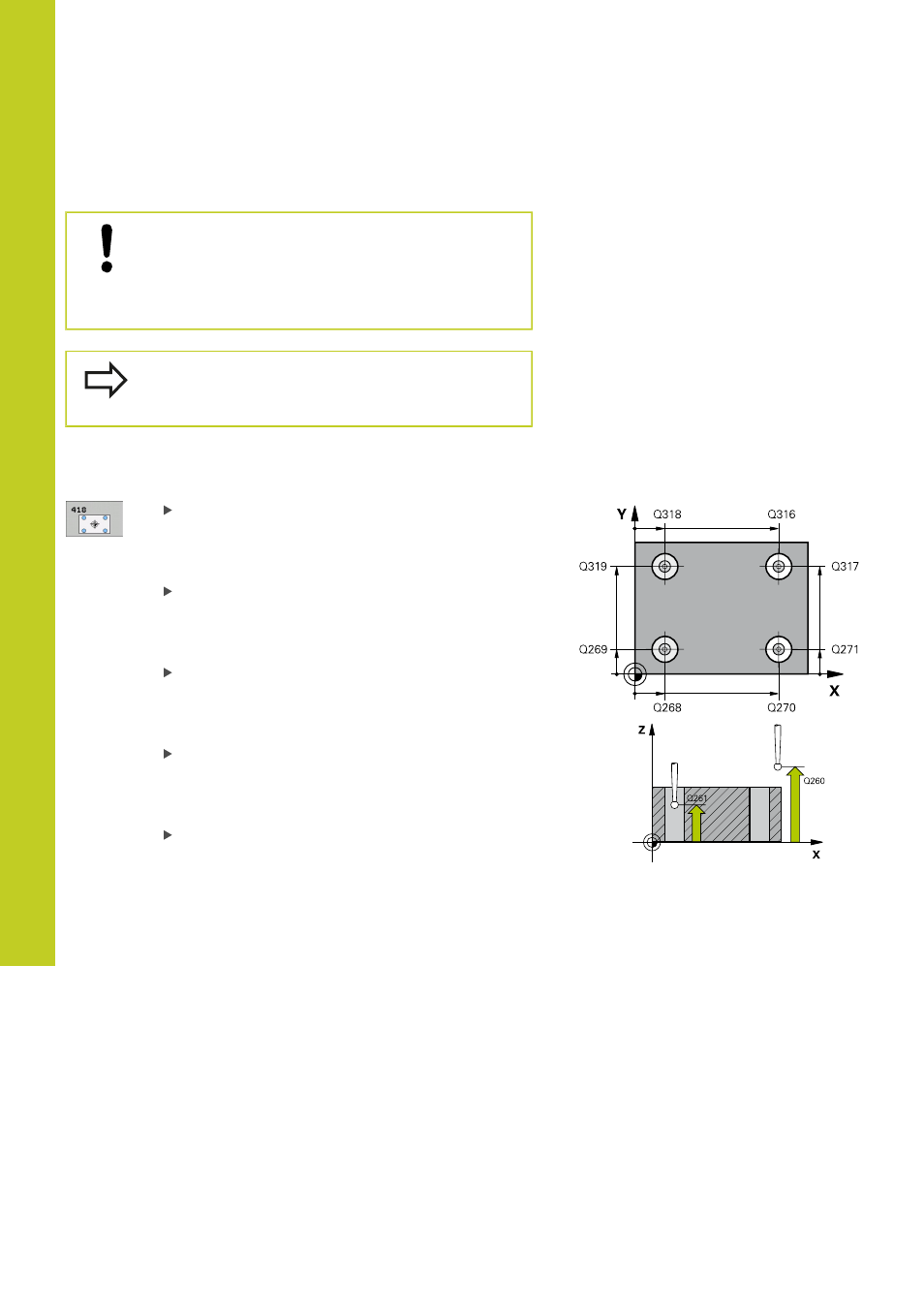
Zyklusparameter
1. Bohrung: Mitte 1. Achse Q268 (absolut):
Mittelpunkt der ersten Bohrung in der Hauptachse
der Bearbeitungsebene. Eingabebereich
-99999,9999 bis 99999,9999
1. Bohrung: Mitte 2. Achse Q269 (absolut):
Mittelpunkt der ersten Bohrung in der Nebenachse
der Bearbeitungsebene. Eingabebereich
-99999,9999 bis 99999,9999
2. Bohrung: Mitte 1. Achse Q270 (absolut):
Mittelpunkt der zweiten Bohrung in der Hauptachse
der Bearbeitungsebene. Eingabebereich
-99999,9999 bis 99999,9999
2. Bohrung: Mitte 2. Achse Q271 (absolut):
Mittelpunkt der zweiten Bohrung in der Nebenachse
der Bearbeitungsebene. Eingabebereich
-99999,9999 bis 99999,9999
3 Mitte 1. Achse Q316 (absolut): Mittelpunkt der 3.
Bohrung in der Hauptachse der Bearbeitungsebene.
Eingabebereich -99999,9999 bis 99999,9999