Zyklusparameter – HEIDENHAIN TNC 640 (34059x-02) Cycle programming Benutzerhandbuch
Seite 124
Bearbeitungszyklen: Gewindebohren / Gewindefräsen
4.8
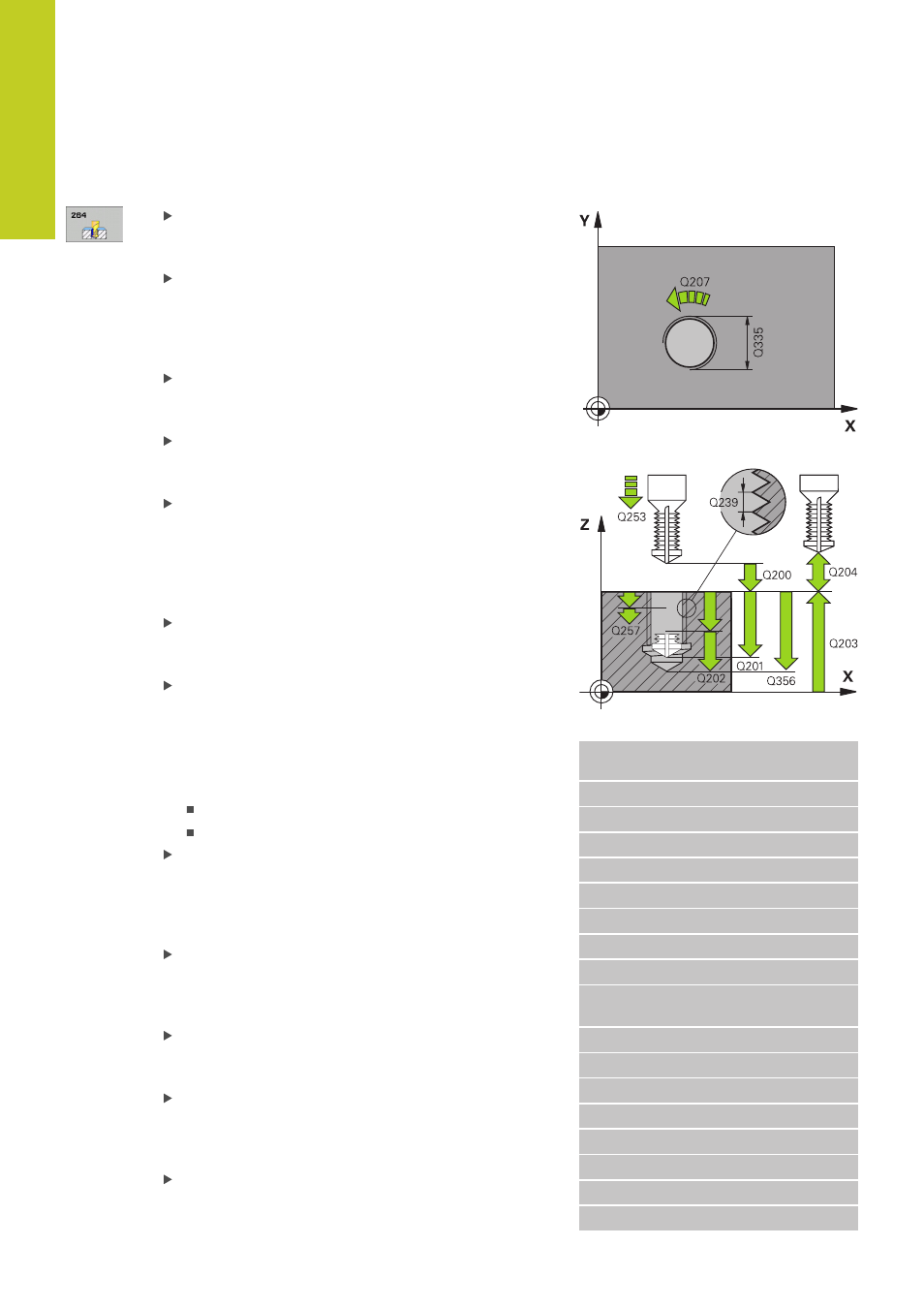
BOHRGEWINDEFRAESEN (Zyklus 264, DIN/ISO: G264)
4
124
TNC 640 | Benutzer-Handbuch Zyklenprogrammierung | 3/2013
Zyklusparameter
Soll-Durchmesser Q335:
Gewindenenndurchmesser. Eingabebereich 0 bis
99999,9999
Gewindesteigung Q239: Steigung des Gewindes.
Das Vorzeichen legt Rechts- oder Linksgewinde fest:
+ = Rechtsgewinde
– = Linksgewinde Eingabebereich -99,9999 bis
99,9999
Gewindetiefe Q201 (inkremental): Abstand
zwischen Werkstück-Oberfläche und Gewindegrund.
Eingabebereich -99999,9999 bis 99999,9999
Bohrtiefe Q356: (inkremental): Abstand zwischen
Werkstück-Oberfläche und Bohrungsgrund.
Eingabebereich -99999,9999 bis 99999,9999
Vorschub Vorpositionieren Q253:
Verfahrgeschwindigkeit des Werkzeugs beim
Eintauchen in das Werkstück bzw. beim
Herausfahren aus dem Werkstück in mm/min.
Eingabebereich 0 bis 99999,9999 alternativ
FMAX,
FAUTO
Fräsart Q351: Art der Fräsbearbeitung bei M3
+1 = Gleichlauffräsen
–1 = Gegenlauffräsen
Zustell-Tiefe Q202 (inkremental): Maß, um
welches das Werkzeug jeweils zugestellt wird. Die
Tiefe muss kein Vielfaches der Zustell-Tiefe sein.
Eingabebereich 0 bis 99999,9999
Die TNC fährt in einem Arbeitsgang auf die Tiefe,
wenn:
Zustell-Tiefe und Tiefe gleich sind
die Zustell-Tiefe größer als die Tiefe ist
Vorhalteabstand oben Q258 (inkremental):
Sicherheits-Abstand für Eilgang-Positionierung,
wenn die TNC das Werkzeug nach einem Rückzug
aus der Bohrung wieder auf die aktuelle Zustell-Tiefe
fährt. Eingabebereich 0 bis 99999,9999
Bohrtiefe bis Spanbruch Q257 (inkremental):
Zustellung, nach der die TNC einen Spanbruch
durchführt. Kein Spanbruch, wenn 0 eingegeben.
Eingabebereich 0 bis 99999,9999
Rückzug bei Spanbruch Q256 (inkremental): Wert,
um die die TNC das Werkzeug beim Spanbrechen
zurückfährt. Eingabebereich 0,1000 bis 99999,9999
Tiefe Stirnseitig Q358 (inkremental):
Abstand zwischen Werkstück-Oberfläche und
Werkzeugspitze beim stirnseitigen Senkvorgang.
Eingabebereich -99999,9999 bis 99999,9999
Versatz Senken Stirnseite Q359 (inkremental):
Abstand um den die TNC die Werkzeugmitte aus
der Mitte versetzt. Eingabebereich 0 bis 99999,9999
NC-Sätze
25 CYCL DEF 264
BOHRGEWINDEFRAESEN
Q335=10
;SOLL-DURCHMESSER
Q239=+1.5
;STEIGUNG
Q201=-16
;GEWINDETIEFE
Q356=-20
;BOHRTIEFE
Q253=750
;VORSCHUB VORPOS.
Q351=+1
;FRAESART
Q202=5
;ZUSTELL-TIEFE
Q258=0.2
;VORHALTEABSTAND
Q257=5
;BOHRTIEFE
SPANBRUCH
Q256=0.2
;RZ BEI SPANBRUCH
Q358=+0
;TIEFE STIRNSEITIG
Q359=+0
;VERSATZ STIRNSEITIG
Q200=2
;SICHERHEITS-ABST.
Q203=+30
;KOOR. OBERFLAECHE
Q204=50
;2. SICHERHEITS-ABST.
Q206=150
;VORSCHUB TIEFENZ.
Q207=500
;VORSCHUB FRAESEN