Wartung – Hypertherm HPR130 Manual Gas Preventive Maintenance Program Benutzerhandbuch
Seite 106
WARTUNG
5
HPR130 Manuell-Gas
Betriebsanleitung
5-7
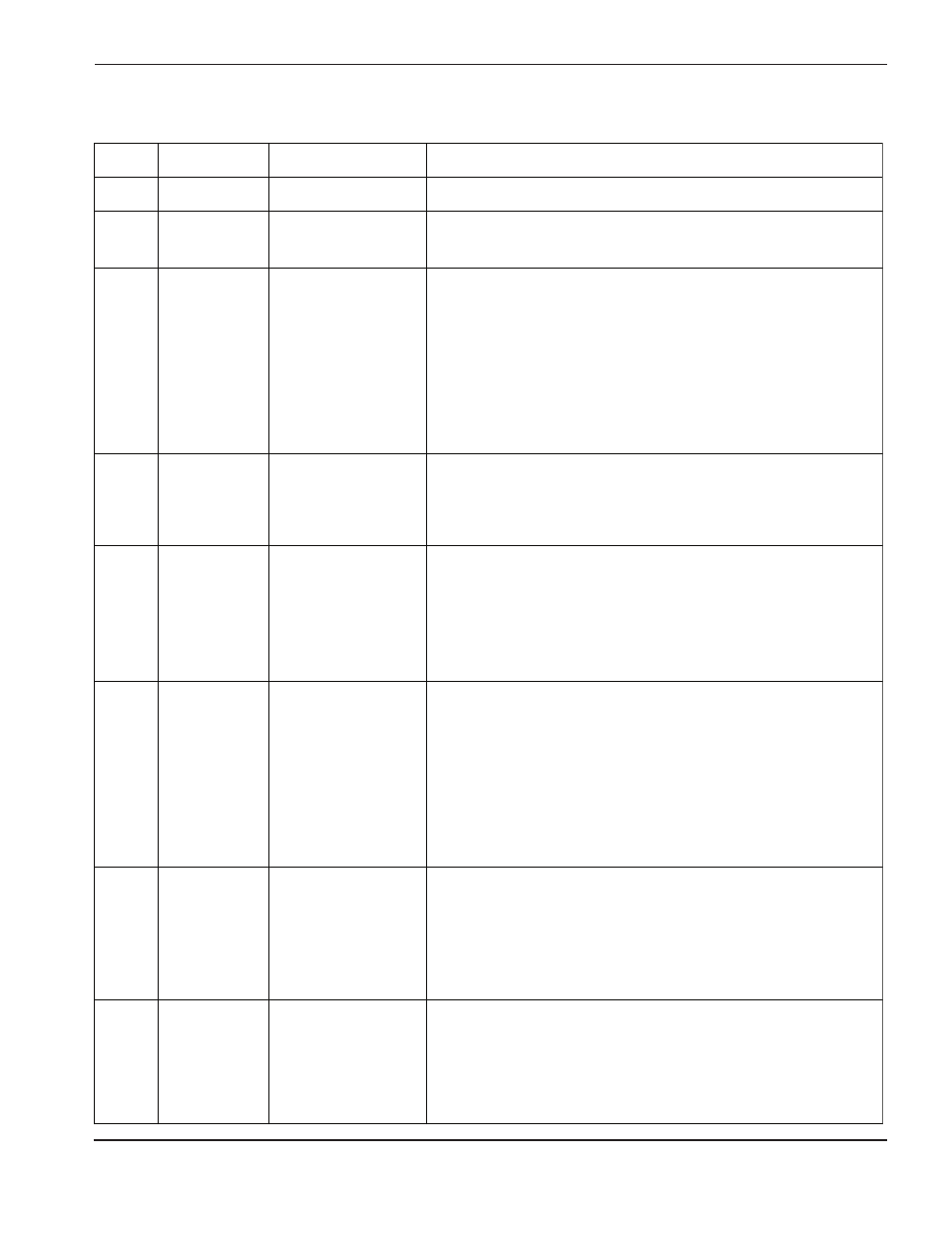
Fehlercode-Fehlerbeseitigung (1 von 6)
Fehler-
code
Name
Beschreibung
Korrekturmaßnahme
0
Kein Fehler
Anlage ist betriebsbereit.
Nicht erforderlich.
1. Überprüfen, ob die Kühlmittelfilter sich in gutem Zustand befinden.
2. Überprüfen, ob es im Kühlmittelsystem Einengungen gibt.
1. Nachprüfen, ob die Verschleißteile in einwandfreiem Zustand sind.
2. Nachprüfen, ob die Einstellungen für PREFLOW (Vorströmung) und CUTFLOW
(Schneiddurchfluss) richtig sind.
3. Lecktest durchführen.
4. Nachprüfen, ob auf der Funkenstrecke ein Funken vorhanden ist.
5. CON1 und Pilotlichtbogen-Relais auf übermäßige Abnutzung untersuchen.
6. Gasdurchfluss-Überprüfung vornehmen (siehe Abschnitt
Wartung).
7. Brenner-Schlauchpaket-Überprüfung vornehmen (siehe Abschnitt
Wartung).
8. Startschaltkreis-Überprüfung vornehmen (siehe Abschnitt
Wartung).
9. Chopper-Überprüfung vornehmen (siehe Abschnitt
Wartung).
1. Lochstechhöhe auf Richtigkeit prüfen.
2. Einstellungen für PREFLOW (Vorströmung) und CUTFLOW (Schneiddurchfluss)
auf Richtigkeit prüfen.
3. Werkstückkabel auf Beschädigung oder lose Verbindungen untersuchen.
4. Stromtest durchführen (siehe Abschnitt
Wartung).
1. Nachprüfen, ob die Verschleißteile in einwandfreiem Zustand sind.
2. Nachprüfen, ob die Einstellungen für CUTFLOW (Schneiddurchfluss) richtig sind.
3. Lochstech-Verzögerungszeit nachprüfen.
4. Nachprüfen, ob der Lichtbogen während des Schneidens den Kontakt mit der
Platte verloren hat, z. B. beim Schneiden von Löchern oder bei Abfallstücken.
5. Chopper-Überprüfung vornehmen (siehe Abschnitt
Wartung).
1. Nachprüfen, ob die Verschleißteile in einwandfreiem Zustand sind.
2. Nachprüfen, ob die Einstellungen für CUTFLOW (Schneiddurchfluss) richtig sind.
3. Lochstech-Verzögerungszeit nachprüfen
4. Nachprüfen, ob der Lichtbogen während des Schneidens den Kontakt mit der
Platte verloren hat, z. B. beim Schneiden von Löchern oder bei Abfallstücken.
5. Werkstückkabel auf Beschädigung oder lose Verbindungen untersuchen.
6. Versuch unternehmen, das Werkstückkabel direkt mit dem Werkstück zu
verbinden.
7. Chopper-Überprüfung vornehmen (siehe Abschnitt
Wartung).
1. Spannung zwischen den Phasen zur Stromquelle nachprüfen.
2. Stromzufuhr zur Stromquelle unterbrechen, Abdeckung des Hauptschützes
entfernen und Kontakte auf übermäßige Abnutzung untersuchen.
3. Netzkabel, Hauptschütz und Eingang zum Chopper auf lose Verbindungen
untersuchen.
4. Phasenverlust-Sicherungen auf der Stromverteiler-Baukarte untersuchen.
Baukarte austauschen, wenn Sicherungen durchgebrannt sind.
5. Phasenverlust-Überprüfung vornehmen (siehe Abschnitt
Wartung).
1. Wird zur Versorgung der HPR mit einem Startsignal ein mechanisches Relais
verwendet, springt dieses Relais, wenn es aktiviert ist, oder die Kontakte sind
fehlerhaft. Relais austauschen.
2. Schnittstellenkabel auf Beschädigung, fehlerhafte Klemmverbindungen oder
schlechte elektrische Anschlüsse untersuchen.
3. Ist das Schnittstellenkabel einwandfrei und ein Relais treibt den Starteingang
nicht an, lässt die CNC das Startsignal fallen, bevor ein stabiler Lichtbogen
aufgebaut worden ist.
18
Pumpenüberdruck
Die Ausgangsleistung der
Pumpe hat 13,79 Bar
überschritten.
21
20
26
24
Phasenverlust
Es besteht ein Phasen-
Ungleichgewicht zum
Chopper nach dem
Einschalten des
Hauptschützes oder
während des Schneidens.
31
Startsignal ist
verloren gegangen
Startsignal wurde
empfangen und ging dann
verloren, bevor ein
Lichtbogen aufgebaut
wurde.
27
Es wird vom Chopper bei
Zündung und vor Ablauf der
1-Sekunden-Zeitsperre kein
Strom erkannt.
Keine Lichtbogen-
übertragung
Am Werkstückkabel wird
500 Millisekunden nachdem
der Pilotlichtbogenstrom
aufgebaut wurde kein Strom
festgestellt.
Übertragungs-
verlust
Nach der
Lichtbogenübertragung ging
das Übertragungssignal
verloren.
Kein
Pilotlichtbogen
Stromverlust
Stromverlust vom Chopper
nach der Übertragung.