Hypertherm MAX200 Machine Torch Plasma Arc Cutting System Benutzerhandbuch
Seite 52
5/12/98
BEDIENUNG
4-12
MAX200
(Handbrenner) Betriebsanleitung
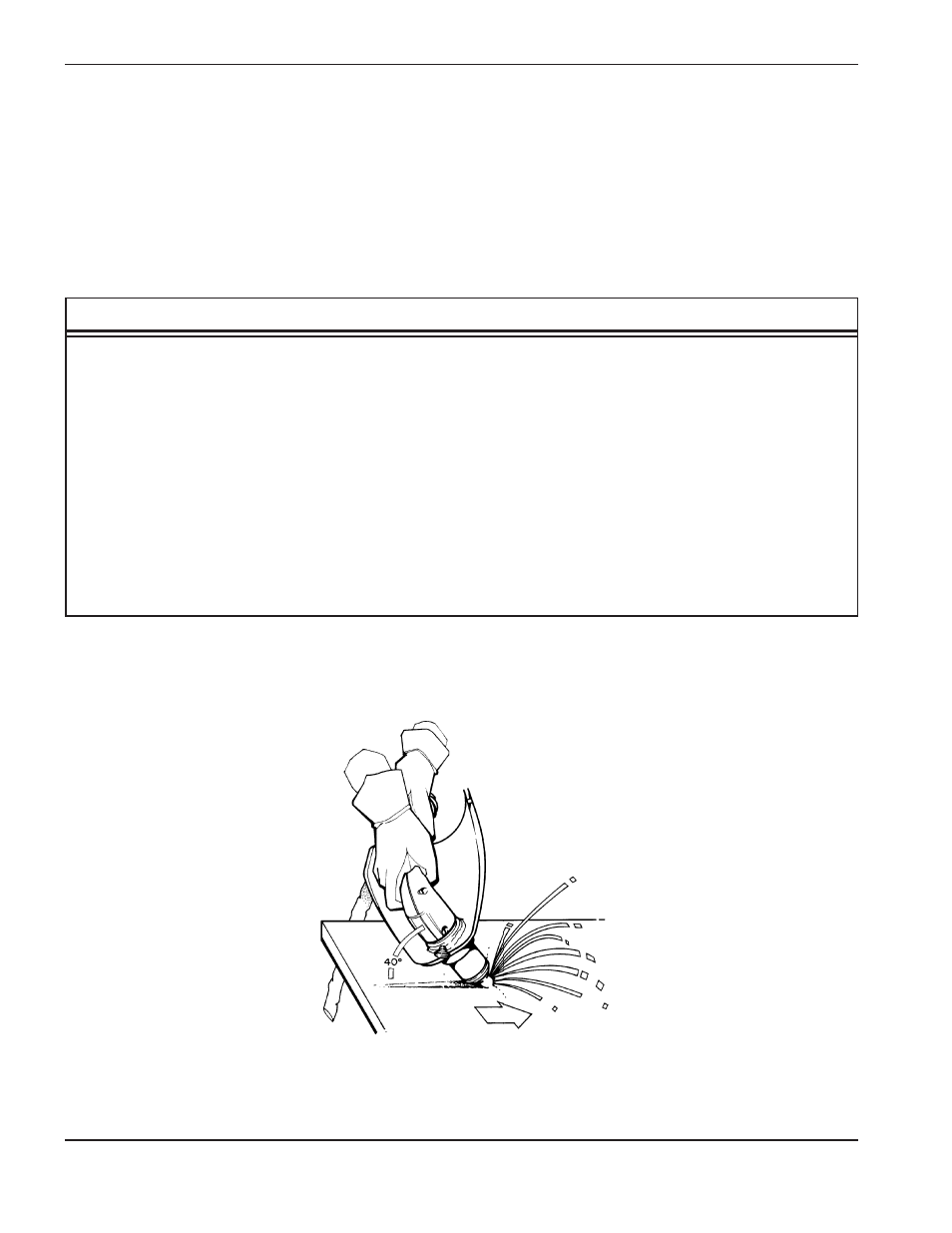
4. Den Brenner im Winkel von ca. 40° von der Fläche halten, die fugengehobelt werden soll und entlang der zu
hobelnden Fuge führen (Abb. 4-7). Die gerade Fugenhobeltechnik (90°) oder die seitliche Fugenhobeltechnik
(45°) benutzen (siehe Abb. 4-8 und 4-9). Bei breiteren oder tieferen Abschnitten können unter Umständen
mehrere Durchgänge oder „Webvorgänge“ erforderlich sein (siehe Abb. 4-8 für gerades Weben und Abb. 4-9 für
seitliches Weben).
5. Beim Fugenhobeln von unlegiertem Stahl, rostfreiem Stahl oder Aluminium ist die ungefähre
Metallentfernungsgeschwindigkeit wie folgt:
Metall
Fugenhobeltechnik
Metallabnahmegeschwindigkeit*
Unlegierter Stahl
Gerades Fugenhobeln
21 kg/Std.
Gerades Webfugenhobeln
30 kg/Std.
Seitliches Fugenhobeln
19 kg/Std.
Seitliches Webfugenhobeln
29 kg/Std.
Rostfreier Stahl
Gerades Fugenhobeln
37 kg/Std.
Gerades Webfugenhobeln
39 kg/Std.
Seitliches Fugenhobeln
35 kg/Std.
Seitliches Webfugenhobeln
40 kg/Std.
Aluminium
Gerades Fugenhobeln
16 kg/Std.
Gerades Webfugenhobeln
18 kg/Std.
Seitliches Fugenhobeln
19 kg/Std.
Seitliches Webfugenhobeln
23 kg/Std.
* Wenn Argon-Wasserstoff als Plasmagas verwendet wird.
Abbildung 4-7
Führen entlang der zu hobelnden Fuge