Luft / luft – Hypertherm MAX200 Machine Torch Plasma Arc Cutting System Benutzerhandbuch
Seite 61
15
BEDIENUNG
MAX200
(Handbrenner) Betriebsanleitung
4-21
PAC200T/PAC200E Handbrenner
Unlegierter Stahl
40 Ampere – Luft Plasma / Luft Sekundär
Diese Gaskombination ermöglicht gute Schneide-Geschwindigkeiten, wenig Bartbildung und ist sehr
wirtschaftlich. Es kann etwas Oberflächennitrierung auftreten.
Produktionsschneiden bei einer Dicke von mehr als 3 mm wird nicht empfohlen.
* Wenn die Schläuche länger sind als 15 m, den TEST Druck um 0.34 Bar für jede zusätzliche Brennerschlauchlänge von 15 m
erhöhen.
020917
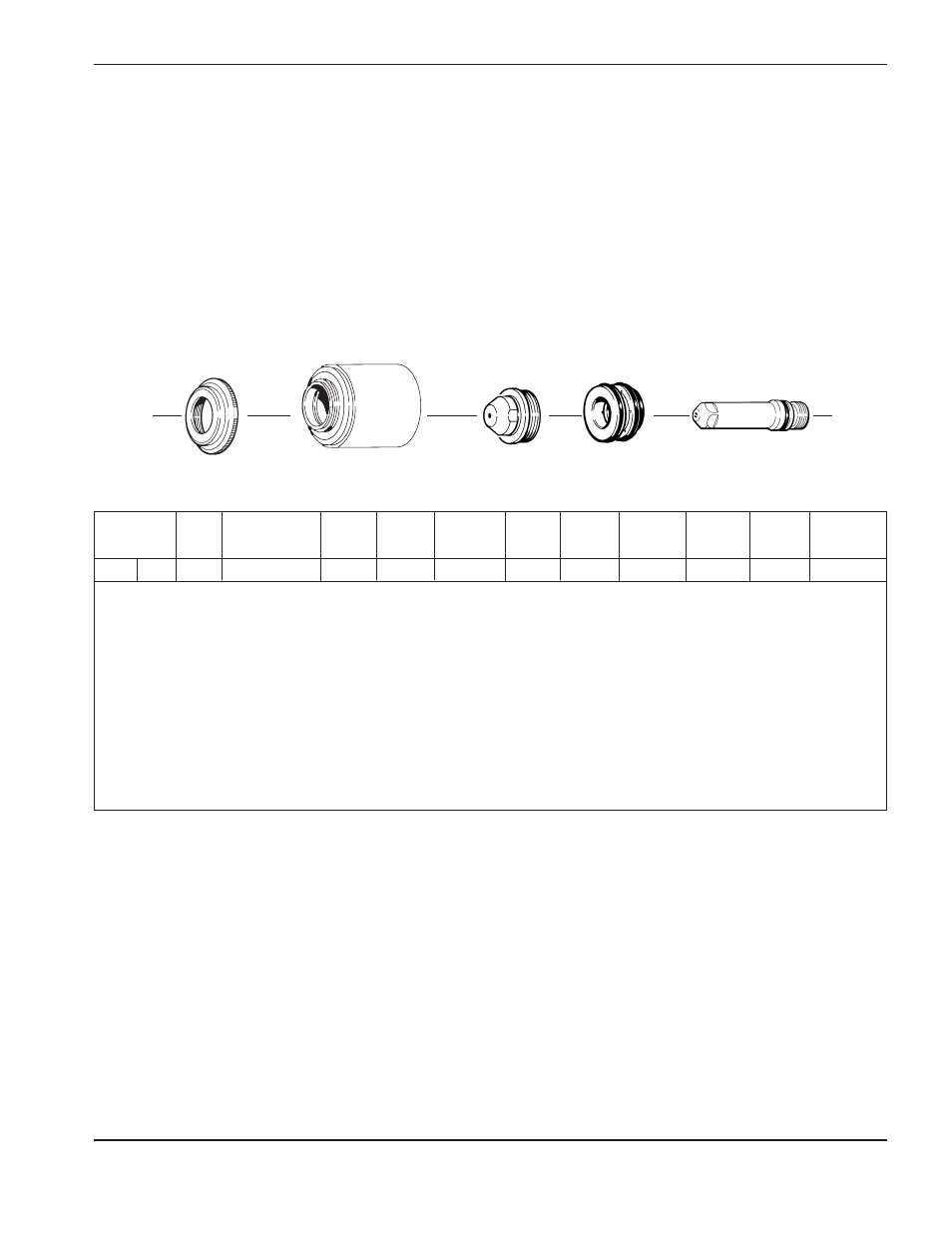
Schutzschild
020689
Düse
020915
Brennerkappe
220021
Elektrode
020613
Wirbelring
Blechdicke
Plasma-
gasart
Plasmagasdruck
TEST/RUN
Sekundär-
gasart
Sekundär-
gasdruck
Abstand
Brenner zum
Werkstück
Lichtbogen-
stromein-
stellung
Lichtbogen-
spannungs-
einstellung
Schneid-
geschwin-
digkeit
Bewegungs-
verzögerung
in etwa
Plasmagas-
Einlaßdruck
Sekundärgas-
Einlaßdruck
(zoll)
(mm)
(psi/bar)
(psi/bar)
(mm)
(A)
(V)
(mm/min)
(Sek.)
(psi/bar)
(psi/bar)
0,156" 28GA
Luft
Test 16-20* / 1,1-1,4
Luft
60/4,0
1,5
40
110
8650
90/6,2
90/6,2
Run 56-60 / 3,9-4,1
0,188" 26GA
(25 SCFH /
(275 SCFH /
1,5
100
8150
0,25" 24GA
12 l/min)
129 l/min)
1,5
105
7250
0,35"
1
1,5
110
5950
0,50" 18GA
1,5
110
4950
1⁄16"
1,5
1,5
115
4300
0,50
0,75"
2
1,5
115
3700
0,50
1⁄8"
3
1,5
115
2550
1,00
0,158"
4
2
125
1750
0,197"
5
2
130
1150
1⁄4"
6
2
135
750
3⁄8"
10
2
140
300