Luft, Plasma / luft sekundär – Hypertherm MAX200 Machine Torch Plasma Arc Cutting System Benutzerhandbuch
Seite 62
15
BEDIENUNG
4-22
MAX200
(Handbrenner) Betriebsanleitung
PAC200T/PAC200E Handbrenner
Unlegierter Stahl
200 Ampere – O
2
Plasma / Luft Sekundär
Diese Gaskombination ermöglicht ausgezeichnete Schneide-Geschwindigkeit, minimale Bartbildung,
minimale Oberflächennitrierung und ausgezeichnete Schweißbarkeit.
Produktionsschneiden bei einer Dicke von mehr als 25 mm wird nicht empfohlen.
* Wenn die Schläuche länger sind als 15 m, den TEST Druck um 0.34 Bar für jede zusätzliche Brennerschlauchlänge von 15 m
erhöhen.
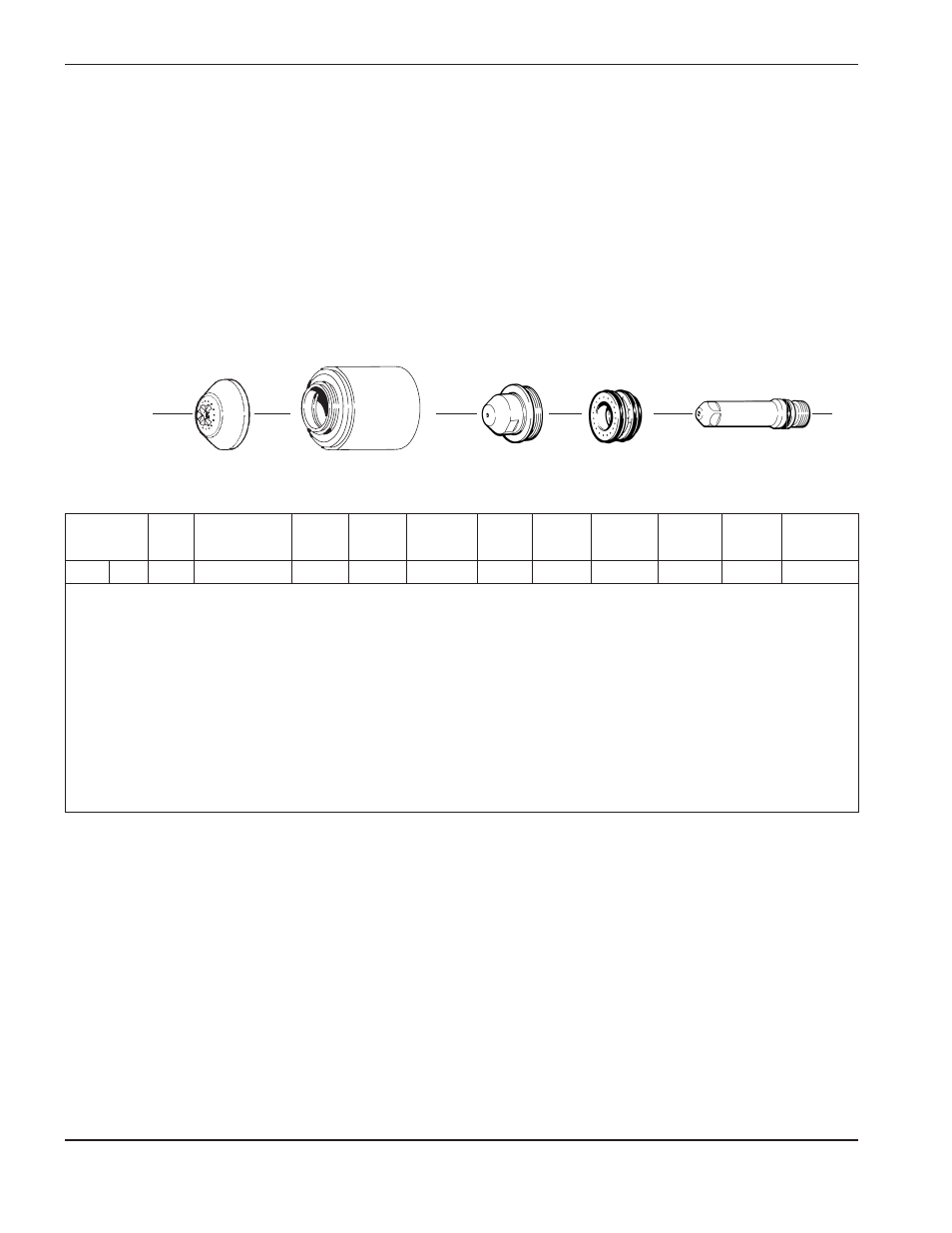
020918
Schutzschild
020605
Düse
020915
Brennerkappe
220021
Elektrode
020604
Wirbelring
Blechdicke
Plasma-
gasart
Plasmagasdruck
TEST/RUN
Sekundär-
gasart
Sekundär-
gasdruck
Abstand
Brenner zum
Werkstück
Lichtbogen-
stromein-
stellung
Lichtbogen-
spannungs-
einstellung
Schneid-
geschwin-
digkeit
Bewegungs-
verzögerung
in etwa
Plasmagas-
Einlaßdruck
Sekundärgas-
Einlaßdruck
(zoll)
(mm)
(psi/bar)
(psi/bar)
(mm)
(A)
(V)
(mm/min)
(Sek.)
(psi/bar)
(psi/bar)
1⁄4"
6
O
2
Test 48-52* / 3,3-3,6
Luft
70/4,8
3
200
120
4060
0,5
120/8,3
90/6,2
Run 64-68 / 4,4-4,7
0,315"
8
(72 SCFH /
(280 SCFH /
3
125
3000
0,5
3⁄8"
10
34 l/min)
132 l/min)
3
125
2540
1,0
1⁄2"
13
3
125
2030
2,0
5⁄8"
15
4
130
1780
2,0
3⁄4"
20
5
135
1400
2,5
7⁄8"
22
6
135
1140
2,5
1"
25
6
140
890
2,5
1-1⁄4"
32
6
150
560
1-1⁄2"
38
6
155
380
1-3⁄4"
44
8
165
250
2"
50
8
170
180