2 gr undlag en zu den bahnfunktionen – HEIDENHAIN TNC 320 (340 55x-03) Benutzerhandbuch
Seite 140
140
6 Programmieren: Konturen programmieren
6.2 Gr
undlag
en zu den Bahnfunktionen
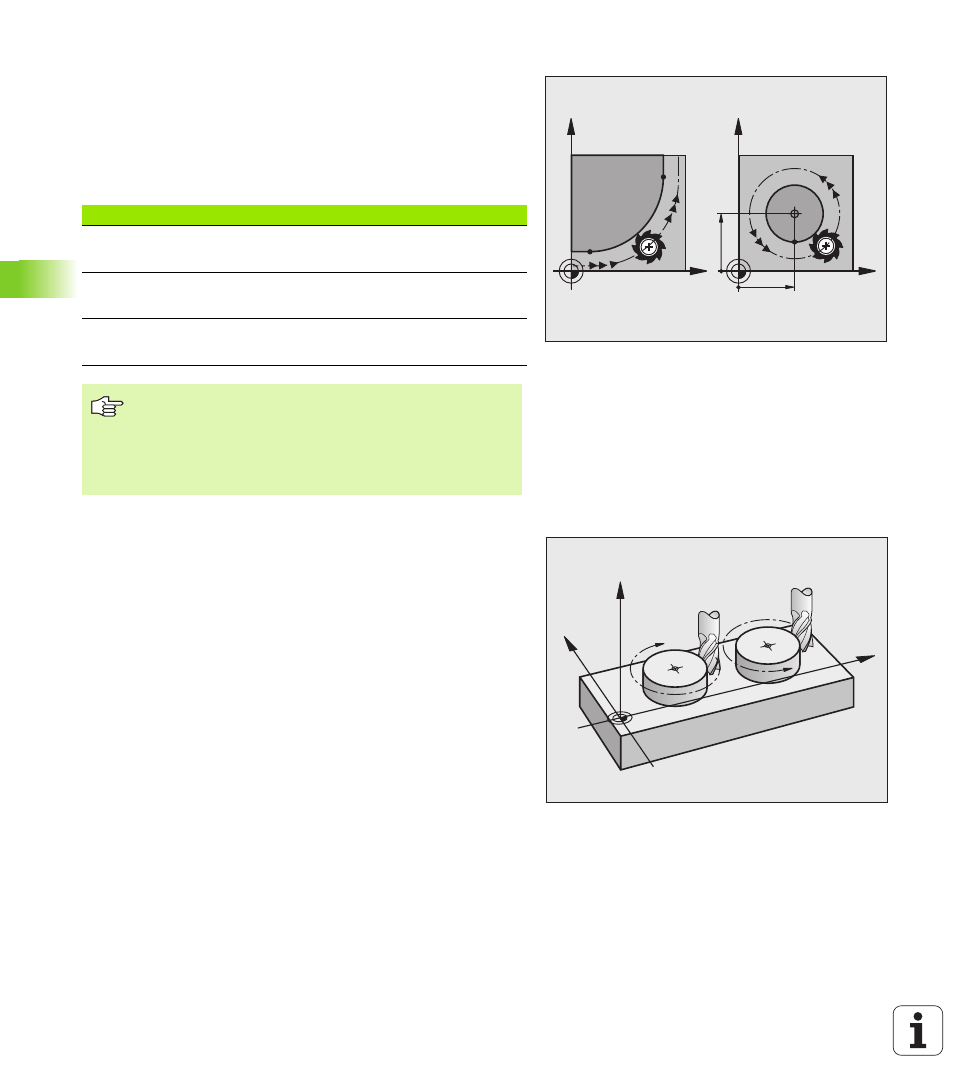
Kreise und Kreisbögen
Bei Kreisbewegungen fährt die TNC zwei Maschinenachsen
gleichzeitig: Das Werkzeug bewegt sich relativ zum Werkstück auf
einer Kreisbahn. Für Kreisbewegungen können Sie einen
Kreismittelpunkt CC eingeben.
Mit den Bahnfunktionen für Kreisbögen programmieren Sie Kreise in
den Hauptebenen: Die Hauptebene ist beim Werkzeug-Aufruf TOOL
CALL mit dem Festlegen der Spindelachse zu definieren:
Drehsinn DR bei Kreisbewegungen
Für Kreisbewegungen ohne tangentialen Übergang zu anderen
Konturelementen geben Sie den Drehsinn DR ein:
Drehung im Uhrzeigersinn: DR–
Drehung gegen den Uhrzeigersinn: DR+
Radiuskorrektur
Die Radiuskorrektur muss in dem Satz stehen, mit dem Sie das erste
Konturelement anfahren. Die Radiuskorrektur darf nicht in einem Satz
für eine Kreisbahn begonnen werden. Programmieren Sie diese zuvor
in einem Geraden-Satz (siehe „Bahnbewegungen – rechtwinklige
Koordinaten”, Seite 150) oder im Anfahr-Satz (APPR-Satz, siehe
„Kontur anfahren und verlassen”, Seite 142).
Vorpositionieren
Positionieren Sie das Werkzeug zu Beginn eines Bearbeitungs-
Programms so vor, dass eine Beschädigung von Werkzeug und
Werkstück ausgeschlossen ist.
X
Y
X
Y
CC
X
CC
Y
CC
Spindelachse
Hauptebene
Z
XY, auch
UV, XV, UY
Y
ZX, auch
WU, ZU, WX
X
YZ, auch
VW, YW, VZ
Kreise, die nicht parallel zur Hauptebene liegen,
programmieren Sie auch mit der Funktion
„Bearbeitungsebene schwenken“ (siehe
„BEARBEITUNGSEBENE (Zyklus 19, Software-Option
1)”, Seite 346), oder mit Q-Parametern (siehe „Prinzip
und Funktionsübersicht”, Seite 378).
CC
CC
DR
DR+
X
Z
Y