HEIDENHAIN TNC 320 (340 55x-03) Benutzerhandbuch
Seite 264
264
8 Programmieren: Zyklen
8.3 Zyklen zum F
räsen v
on
T
a
sc
hen, Zapf
en und Nut
e
n
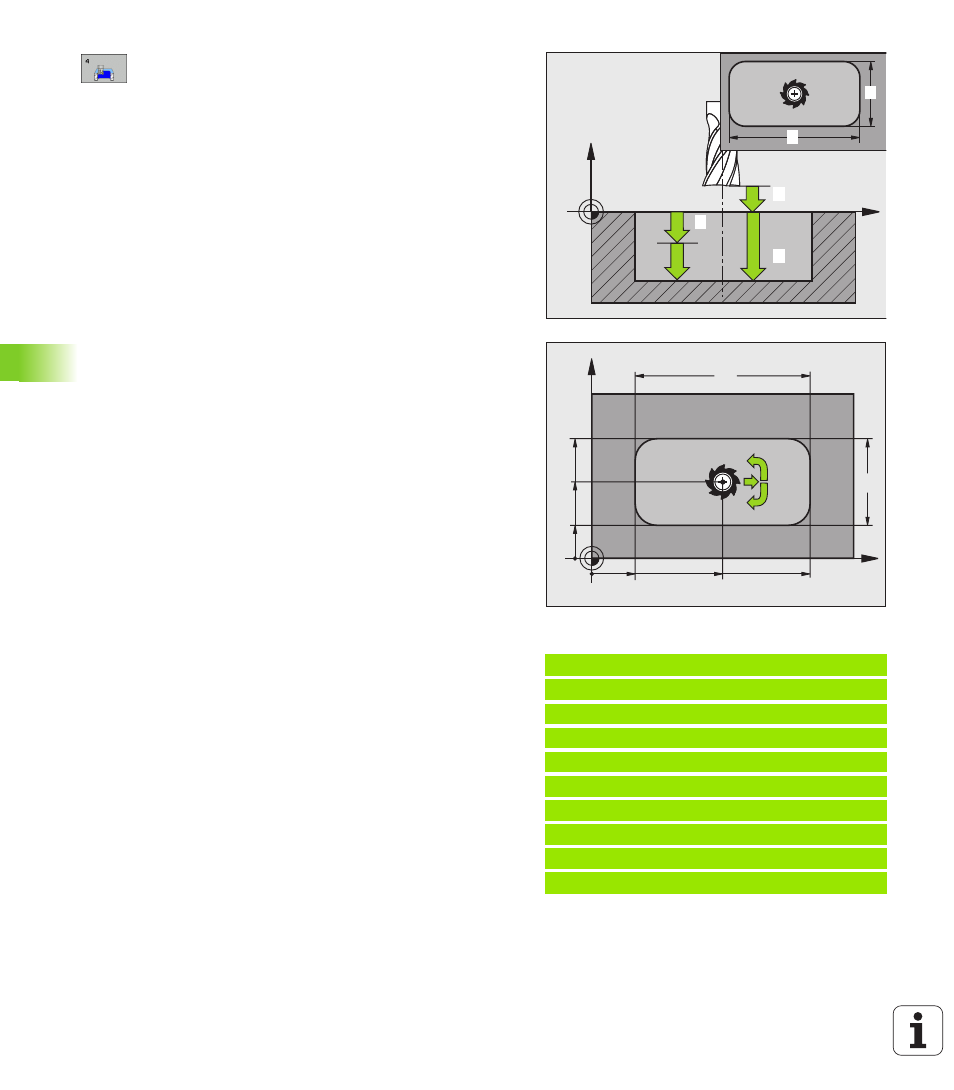
Sicherheits-Abstand
1
(inkremental): Abstand
Werkzeugspitze (Startposition) – Werkstück-
Oberfläche
Tiefe
2
(inkremental): Abstand Werkstück-Oberfläche
– Taschengrund
Zustell-Tiefe
3
(inkremental): Maß, um welches das
Werkzeug jeweils zugestellt wird. Die TNC fährt in
einem Arbeitsgang auf die Tiefe wenn:
Zustell-Tiefe und Tiefe gleich sind
die Zustell-Tiefe größer als die Tiefe ist
Vorschub Tiefenzustellung
: Verfahrgeschwindigkeit
des Werkzeugs beim Einstechen
1. Seiten-Länge
4
: Länge der Tasche, parallel zur
Hauptachse der Bearbeitungsebene
2. Seiten-Länge
5
: Breite der Tasche
Vorschub F: Verfahrgeschwindigkeit des Werkzeugs
in der Bearbeitungsebene
Drehung im Uhrzeigersinn
DR +: Gleichlauf-Fräsen bei M3
DR –: Gegenlauf-Fräsen bei M3
Rundungs-Radius
: Radius für die Taschenecken.
Für Radius = 0 ist der Rundungs-Radius gleich dem
Werkzeug-Radius
Berechnungen:
Seitliche Zustellung k = K x R
Beispiel: NC-Sätze
11 L Z+100 R0 FMAX
12 CYCL DEF 4.0 TASCHENFRAESEN
13 CYCL DEF 2.1 ABST 2
14 CYCL DEF 4.2 TIEFE -10
15 CYCL DEF 4.3 ZUSTLG 4 F80
16 CYCL DEF 4.4 X80
17 CYCL DEF 4.5 Y40
18 CYCL DEF 4.6 F100 DR+ RADIUS 10
19 L X+60 Y+35 FMAX M3
20 L Z+2 FMAX M99
X
Z
1
2
3
4
5
X
Y
DR+
40
80
55
35
15
100
60
20
DR
K:
Überlappungs-Faktor, in Maschinen-Parameter PocketOverlap
festgelegt
R:
Radius des Fräsers