Vorbohren (zyklus 21), Seite 298, 5 sl -zyklen – HEIDENHAIN TNC 320 (340 55x-03) Benutzerhandbuch
Seite 298
298
8 Programmieren: Zyklen
8.5 SL
-Zyklen
VORBOHREN (Zyklus 21)
Zyklus-Ablauf
1
Das Werkzeug bohrt mit dem eingegebenen Vorschub F von der
aktuellen Position bis zur ersten Zustell-Tiefe
2
Danach fährt die TNC das Werkzeug im Eilgang FMAX zurück und
wieder bis zur ersten Zustell-Tiefe, verringert um den Vorhalte-
Abstand t.
3
Die Steuerung ermittelt den Vorhalte-Abstand selbsttätig:
Bohrtiefe bis 30 mm: t = 0,6 mm
Bohrtiefe über 30 mm: t = Bohrtiefe/50
maximaler Vorhalte-Abstand: 7 mm
4
Anschließend bohrt das Werkzeug mit dem eingegebenen
Vorschub F um eine weitere Zustell-Tiefe
5
Die TNC wiederholt diesen Ablauf (1 bis 4), bis die eingegebene
Bohrtiefe erreicht ist
6
Am Bohrungsgrund zieht die TNC das Werkzeug, nach der
Verweilzeit zum Freischneiden, mit FMAX zur Startposition zurück
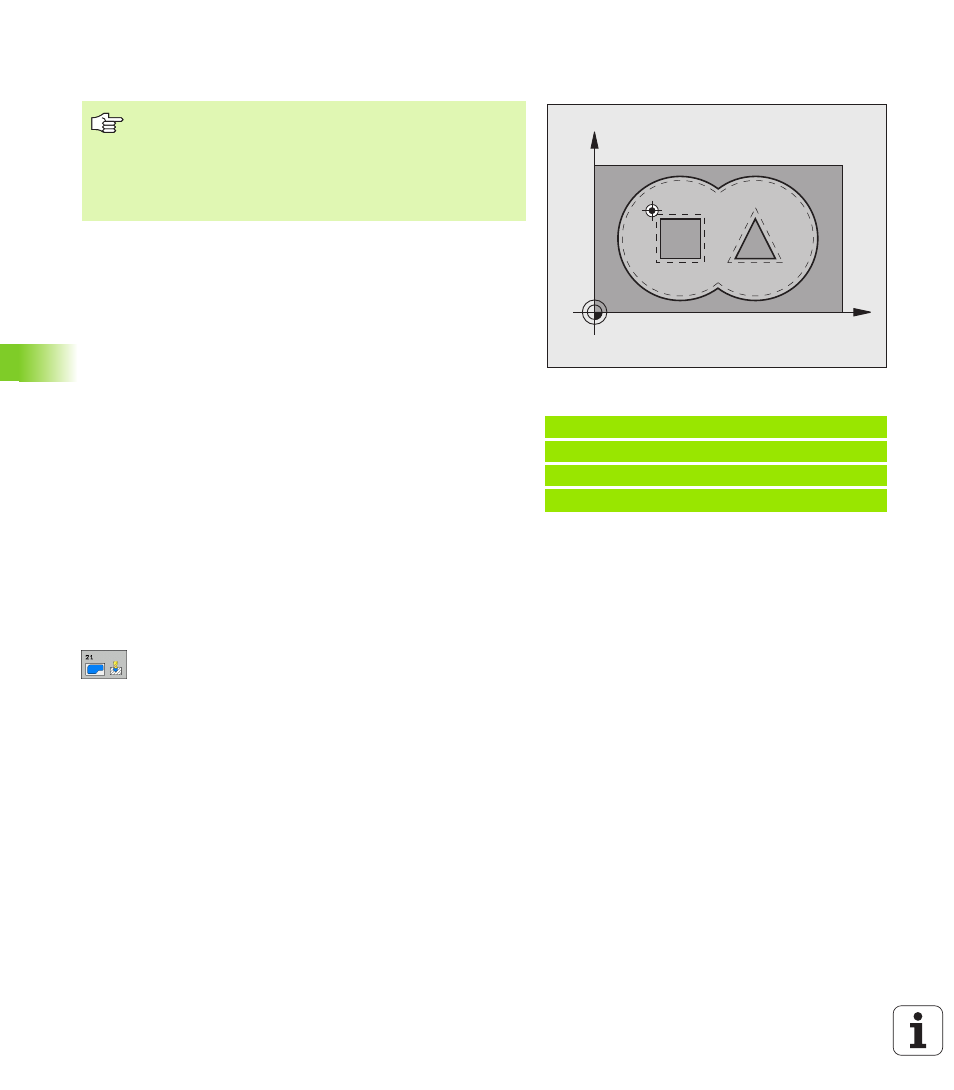
Einsatz
Zyklus 21 VORBOHREN berücksichtigt für die Einstichpunkte das
Schlichtaufmaß Seite und das Schlichtaufmaß Tiefe, sowie den
Radius des Ausräum-Werkzeugs. Die Einstichpunkte sind gleichzeitig
die Startpunkte fürs Räumen.
Zustell-Tiefe
Q10 (inkremental): Maß, um das das
Werkzeug jeweils zugestellt wird (Vorzeichen bei
negativer Arbeitsrichtung „–“)
Vorschub Tiefenzustellung
Q11: Bohrvorschub in
mm/min
Ausräum-Werkzeug Nummer
Q13: Werkzeug-Nummer
des Ausräum-Werkzeugs
Beispiel: NC-Sätze
58 CYCL DEF 21 VORBOHREN
Q10=+5
;ZUSTELL-TIEFE
Q11=100
;VORSCHUB TIEFENZ.
Q13=1
;AUSRAEUM-WERKZEUG
X
Y
Die TNC berücksichtigt einen im TOOL CALL-Satz
programmierten Deltawert DR nicht zur Berechnung der
Einstichpunkte.
An Engstellen kann die TNC ggf. nicht mit einem
Werkzeug vorbohren das größer ist als das
Schruppwerkzeug.