Heidenhain, Lösung: bearbeitungsebene schwenken s285/2, Gesamtprogramm – HEIDENHAIN TNC 426 (280 460) Training Basic Benutzerhandbuch
Seite 108
HEIDENHAIN
Differenzkurs
S285/2
C03
Gesamtprogramm
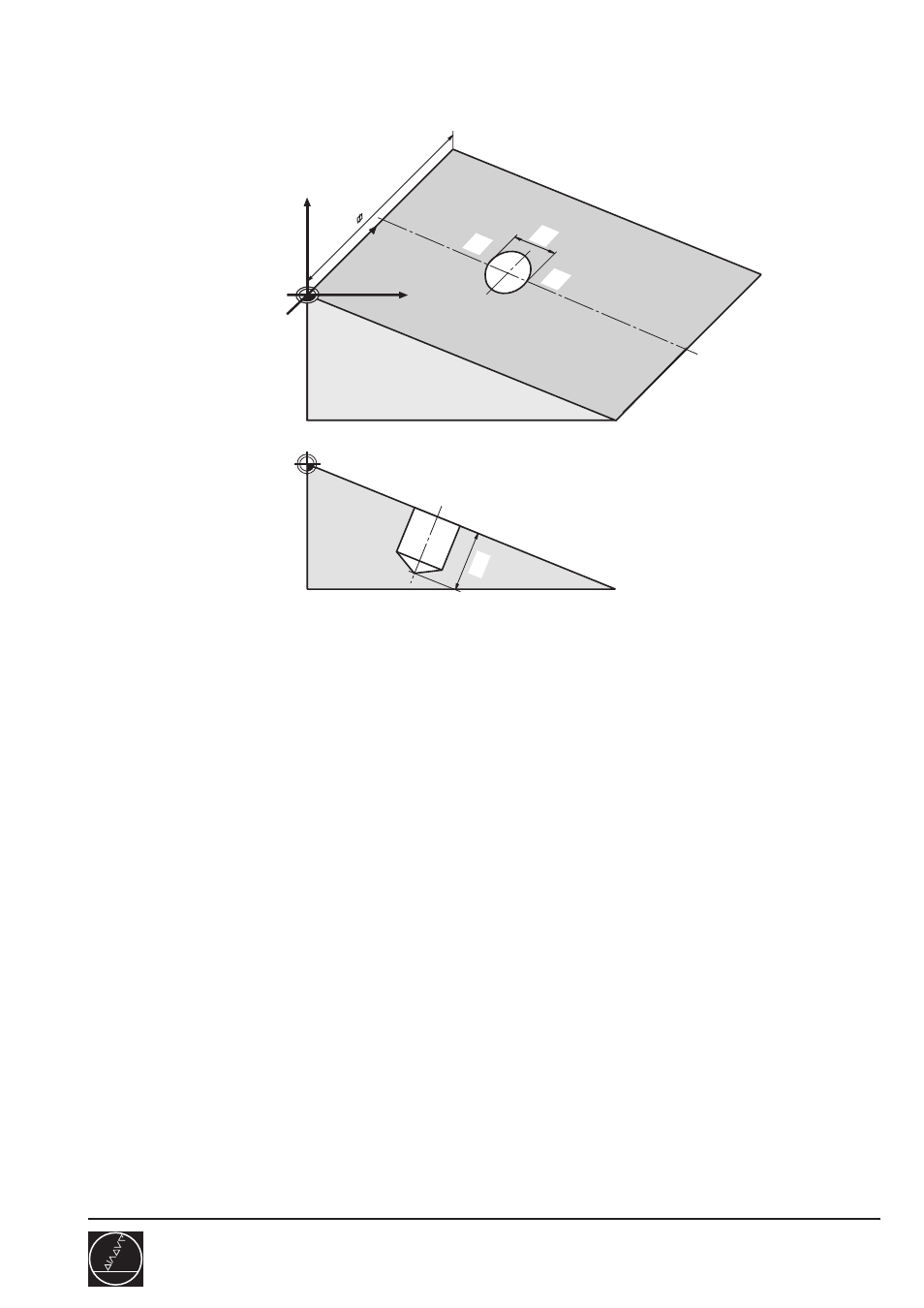
0 BEGIN PGM 285 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL CALL 19 Z S4000 ........................................... WERKZEUG RUFEN, L ABSOLUT
IN WERKZEUG-TABELLE!
4 CYCL DEF 1.0 TIEFBOHREN .................................... ZYKLUS DEFINIEREN
5 CYCL DEF 1.1 ABST +2
6 CYCL DEF 1.2 TIEFE -20
7 CYCL DEF 1.3 ZUSTLG -5
8 CYCL DEF 1.4 V.ZEIT 0
9 CYCL DEF 1.5 F400
10 L Z+100 R0 F MAX ................................................... WERKZEUG-ACHSE FREIFAHREN
11 L X+100 Y+50 R0 F MAX ......................................... VORPOSITIONIEREN
12 L B+27 R0 F MAX .................................................... KOPF SCHWENKEN (FAHREN)
13 CYCL DEF 19.0 BEARBEITUNGSEBENE
14 CYCL DEF 19.1 B+27 ................................................ KOPF SCHWENKEN (RECHNEN)
15 L X+50 Y+50 R0 F MAX M3 ..................................... BOHRPOSITION ANFAHREN
16 L Z+2 R0 F MAX M99 .............................................. Z-SICHERHEIT, BOHRZ. RUFEN
17 CYCL DEF 19.0 BEARBEITUNGSEBENE
18 CYCL DEF 19.1 B+0 .................................................. SCHWENKEN RUECKSETZEN
19 L Z+100 R0 F MAX M5 ............................................ WKZ FREIFAHREN
20 L B+0 R0 F MAX M30 .............................................. KOPF ZURUECK SCHWENKEN
21 END PGM 285 MM
+X
+Z
100
+Y
20
16
A
B