Heidenhain, Lösung, Fräsen mit mehreren zustellungen 223/2 – HEIDENHAIN TNC 426 (280 460) Training Basic Benutzerhandbuch
Seite 78: Hauptprogramm up, kontur, Up-ende
HEIDENHAIN
HEIDENHAIN
Grundkurs G3
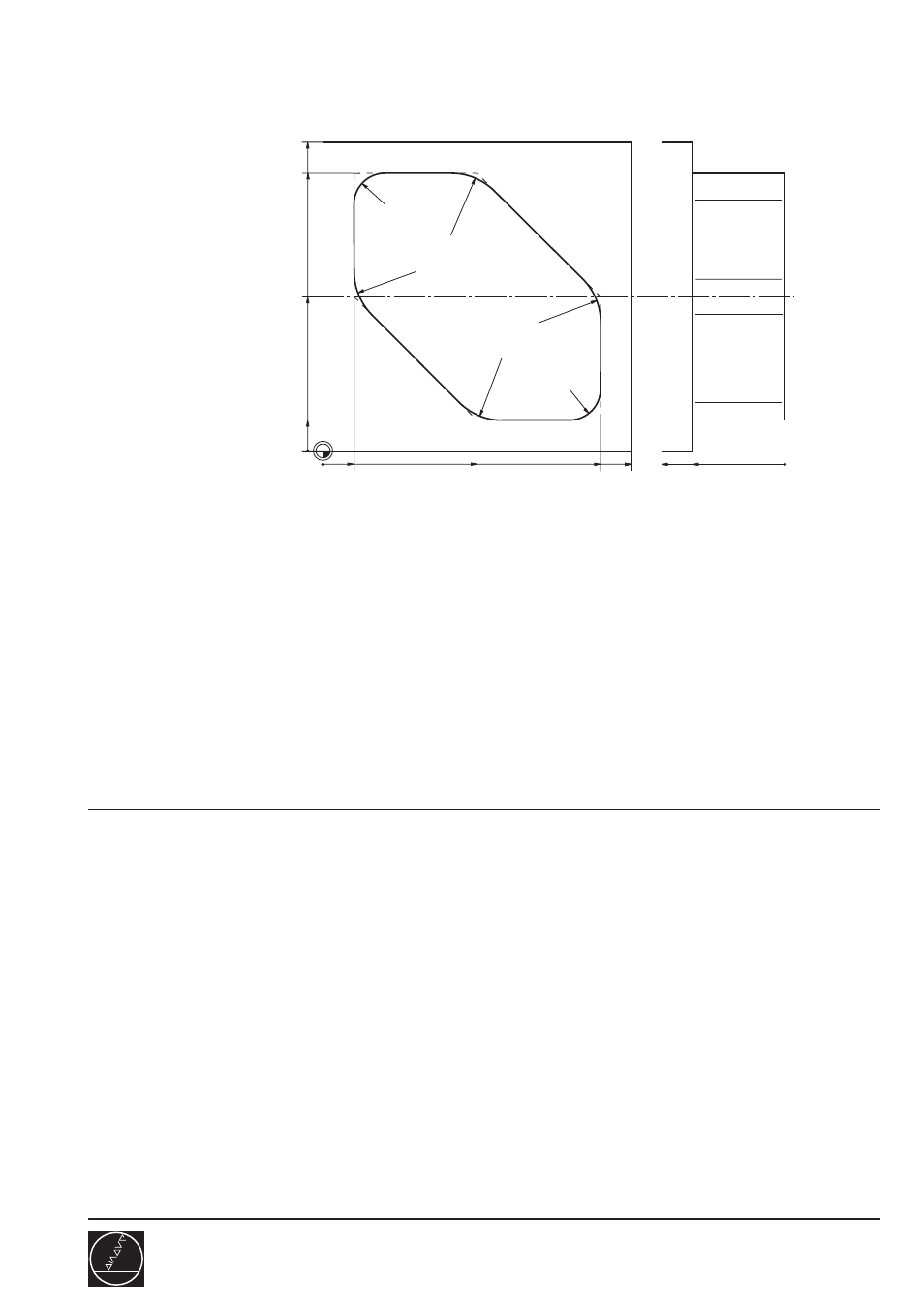
Fräsen mit mehreren Zustellungen
223/2
D02
100
0
50
0
10
90
10
90
R10
R10
50
100
40
0
R20
R20
R20
R20
30
HAUPTPROGRAMM
UP, Kontur
Freifahren, Ende
UP-Ende
0 BEGIN PGM 223 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL CALL 13 Z S2500 ........................................... R20
4 L Z+100 R0 F MAX M3
5 L X-30 Y+70 R0 F MAX ........................................... STARTPOSITION
6 L Z+0 F MAX
7 LBL 2
8 L IZ-5 R0 F MAX M3 ................................................ ZUSTELLUNG
9 CALL LBL 1 .............................................................. AUFRUF DER KONTUR
10 CALL LBL 2 REP 5/5 ................................................. WEITERE KONTURSCHNITTE
11 L Z+100 R0 F MAX M2
12 LBL 1
13 APPR LCT X+10 Y+70 R5 RL F250 M3
14 L X+10 Y+90 RL
15 RND R10
16 L X+50 Y+90
17 RND R20
18 L X+90 Y+50
19 RND R20 .................................................................. KONTUR
20 L X+90 Y+10
21 RND R10
22 L X+50 Y+10
23 RND R20
24 L X+10 Y+50
25 RND R20
26 L X+10 Y+70
27 DEP LCT X-20 Y+70 R5 F500
28 LBL 0
29 END PGM 223 MM