Bezugspunkt wählen, 1 gr undlag en – HEIDENHAIN iTNC 530 (340 49x-03) Benutzerhandbuch
Seite 108
108
4 Programmieren: Grundlagen, Datei-Verwaltung, Programmierhilfen, Paletten-Verwaltung
4.1 Gr
undlag
en
Bezugspunkt wählen
Eine Werkstück-Zeichnung gibt ein bestimmtes Formelement des
Werkstücks als absoluten Bezugspunkt (Nullpunkt) vor, meist eine
Werkstück-Ecke. Beim Bezugspunkt-Setzen richten Sie das Werk-
stück zuerst zu den Maschinenachsen aus und bringen das Werkzeug
für jede Achse in eine bekannte Position zum Werkstück. Für diese
Position setzen Sie die Anzeige der TNC entweder auf Null oder einen
vorgegebenen Positionswert. Dadurch ordnen Sie das Werkstück
dem Bezugssystem zu, das für die TNC-Anzeige bzw. Ihr Bearbei-
tungs-Programm gilt.
Gibt die Werkstück-Zeichnung relative Bezugspunkte vor, so nutzen
Sie einfach die Zyklen zur Koordinaten-Umrechnung (siehe „Zyklen zur
Koordinaten-Umrechnung” auf Seite 487).
Wenn die Werkstück-Zeichnung nicht NC-gerecht bemaßt ist, dann
wählen Sie eine Position oder eine Werkstück-Ecke als Bezugspunkt,
von dem aus sich die Maße der übrigen Werkstückpositionen mög-
lichst einfach ermitteln lassen.
Besonders komfortabel setzen Sie Bezugspunkte mit einem 3D-Tast-
system von HEIDENHAIN. Siehe Benutzer-Handbuch Tastsystem-
Zyklen „Bezugspunkt-Setzen mit 3D-Tastsystemen“.
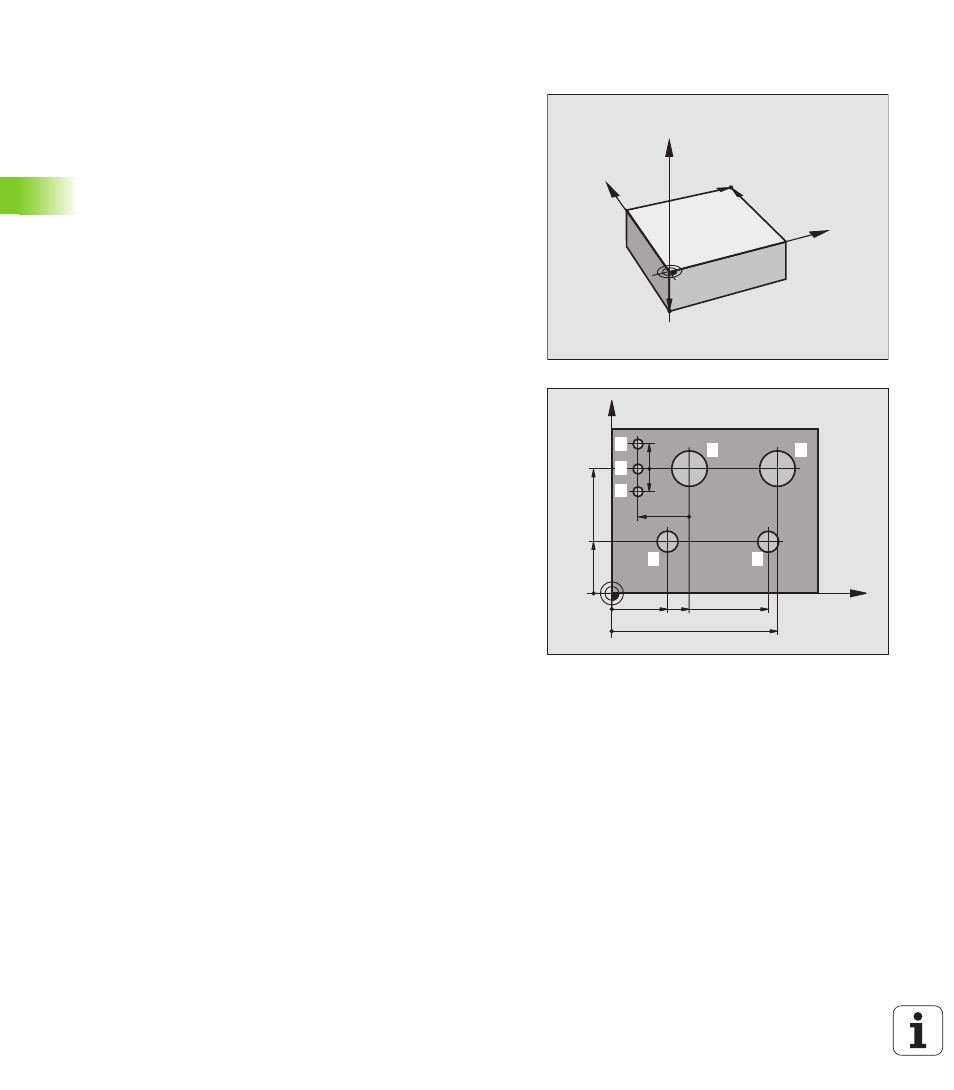
Beispiel
Die Werkstück-Skizze zeigt Bohrungen (
1
bis
4
), deren Bemaßungen
sich auf einen absoluten Bezugspunkt mit den Koordinaten X=0 Y=0
beziehen. Die Bohrungen (
5
bis
7
) beziehen sich auf einen relativen
Bezugspunkt mit den absoluten Koordinaten X=450 Y=750. Mit dem
Zyklus NULLPUNKT-VERSCHIEBUNG können Sie den Nullpunkt vorüberge-
hend auf die Position X=450, Y=750 verschieben, um die Bohrungen
(
5
bis
7
) ohne weitere Berechnungen zu programmieren.
Y
X
Z
MAX
MIN
X
Y
325
320
0
450
900
950
150
-150
750
0
300
±0,
1
2
1
3
4
7
6
5