HEIDENHAIN iTNC 530 (340 49x-03) Benutzerhandbuch
Seite 213
HEIDENHAIN iTNC 530
213
5.4 Dr
eidimensionale W
e
rk
z
e
ug-K
or
rekt
ur (Sof
tw
ar
e-Option
2)
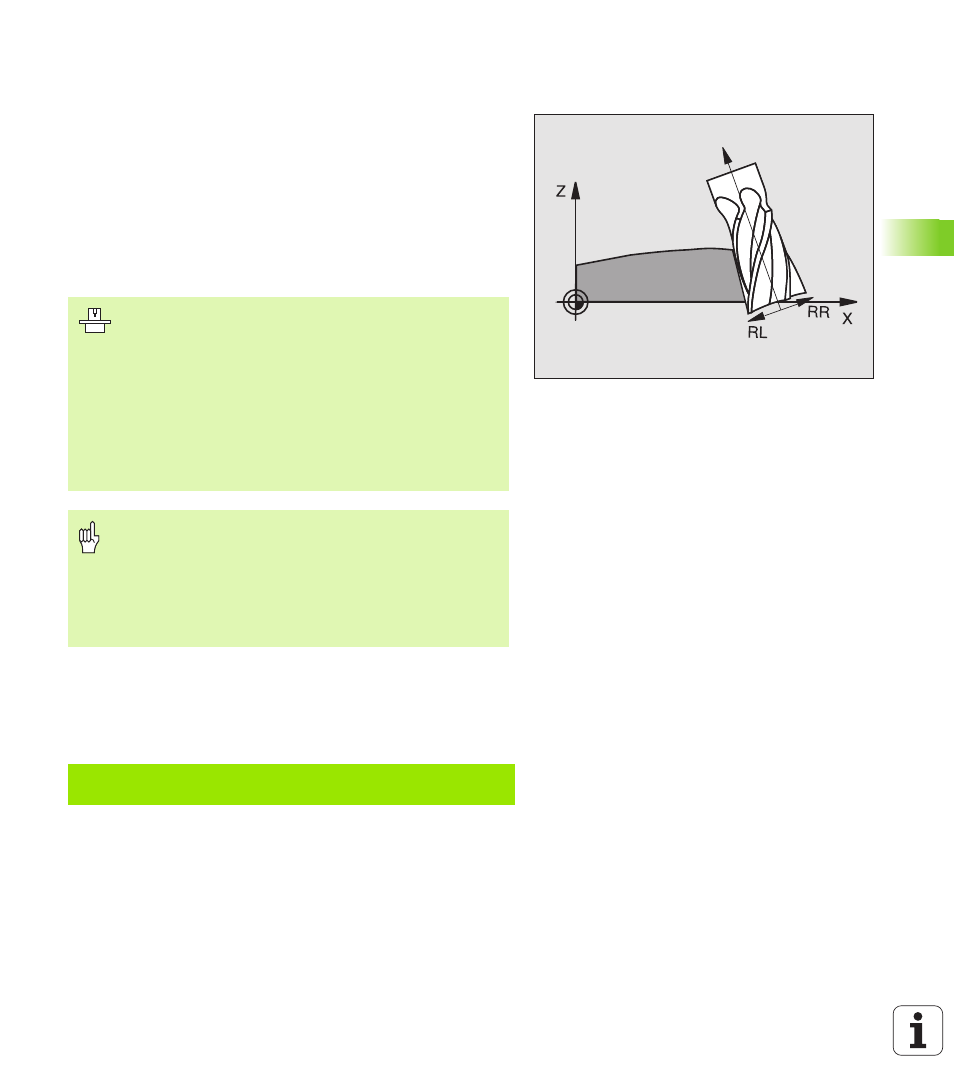
Peripheral Milling: 3D-Radiuskorrektur mit
Werkzeug-Orientierung
Die TNC versetzt das Werkzeug senkrecht zur Bewegungsrichtung
und senkrecht zur Werkzeugrichtung um die Summe der Delta-Werte
DR
(Werkzeug-Tabelle und TOOL CALL). Die Korrekturrichtung legen Sie
mit der Radiuskorrektur RL/RR fest (siehe Bild, Bewegungsrichtung
Y+). Damit die TNC die vorgegebene Werkzeug-Orientierung errei-
chen kann, müssen Sie die Funktion M128 aktivieren (siehe „Position
der Werkzeugspitze beim Positionieren von Schwenkachsen beibehal-
ten (TCPM): M128 (Software-Option 2)” auf Seite 312). Die TNC posi-
tioniert dann die Drehachsen der Maschine automatisch so, dass das
Werkzeug die vorgegebene Werkzeug-Orientierung mit der aktiven
Korrektur erreicht.
Die Werkzeug-Orientierung können Sie auf zwei Arten definieren:
Im LN-Satz durch Angabe der Komponenten TX, TY und TZ
In einem L-Satz durch Angabe der Koordinaten der Drehachsen
Beispiel: Satz-Format mit Werkzeug-Orientierung
Diese Funktion ist nur an Maschinen möglich, für deren
Schwenkachsen-Konfiguration Raumwinkel definierbar
sind. Beachten Sie Ihr Maschinenhandbuch.
Die TNC kann nicht bei allen Maschinen die Drehachsen
automatisch positionieren. Beachten Sie Ihr Maschinen-
handbuch.
Beachten Sie, dass die TNC eine Korrektur um die defi-
nierten Delta-Werte durchführt. Ein in der Werkzeug-
Tabelle definierter Werkzeug-Radius R hat keinen Einfluss
auf die Korrektur.
Kollisionsgefahr!
Bei Maschinen, deren Drehachsen nur einen einge-
schränkten Verfahrbereich erlauben, können beim auto-
matischen Positionieren Bewegungen auftreten, die bei-
spielsweise eine 180°-Drehung des Tisches erfordern.
Achten Sie auf Kollisionsgefahr des Kopfes mit dem
Werkstück oder mit Spannmitteln.
1 LN X+31,737 Y+21,954 Z+33,165
TX+0,0078922 TY–0,8764339 TZ+0,2590319 F1000 M128
LN
:
Gerade mit 3D-Korrektur
X, Y, Z
:
Korrigierte Koordinaten des Geraden-Endpunkts
TX, TY, TZ
:
Komponenten des normierten Vektors für die Werk-
zeug-Orientierung
F
:
Vorschub
M
:
Zusatzfunktion