Automatisches einschwenken: move/tu – HEIDENHAIN iTNC 530 (340 49x-03) Benutzerhandbuch
Seite 535
HEIDENHAIN iTNC 530
535
9.9 P
ositionierv
e
rh
alt
e
n der PLANE-F
unktion f
e
stleg
e
n
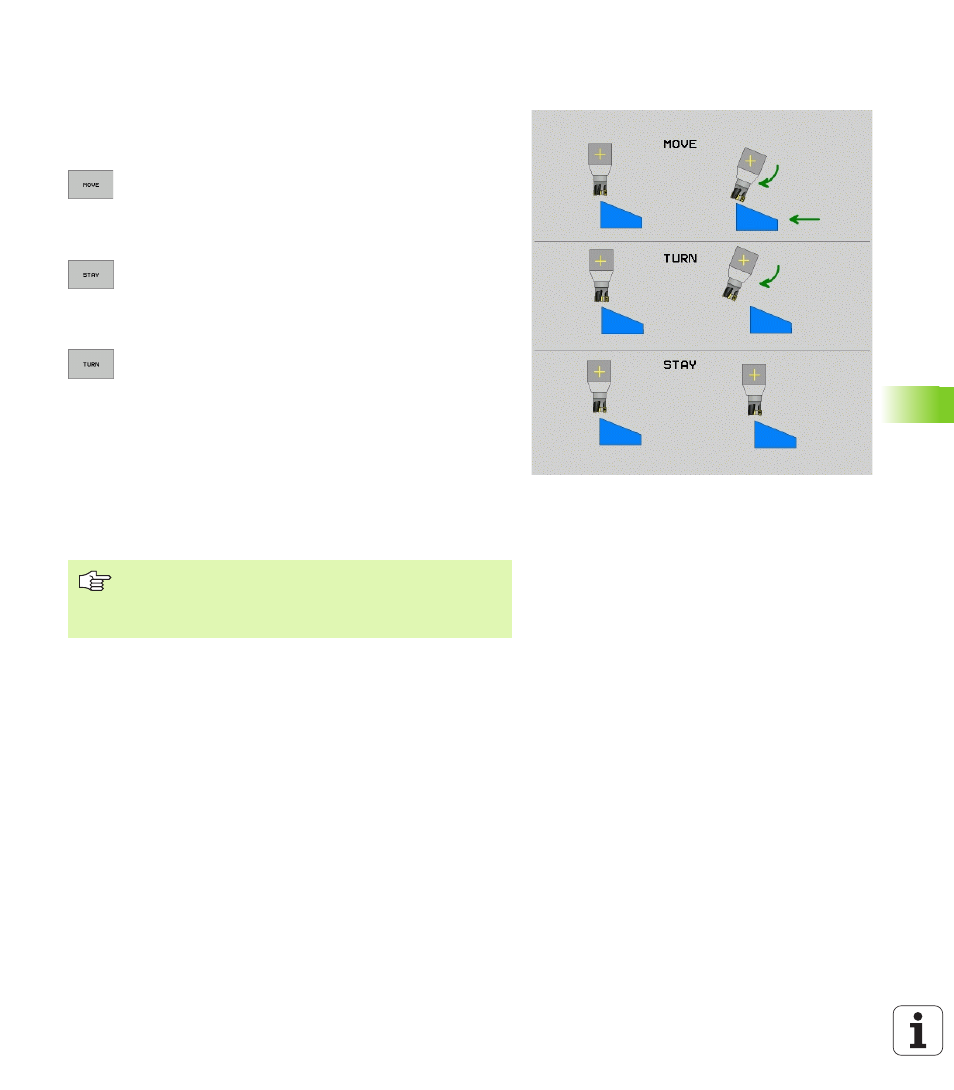
Automatisches Einschwenken:
MOVE/TURN/STAY
(Eingabe zwingend erforderlich)
Nachdem Sie alle Parameter zur Ebenendefinition eingegeben haben,
müssen Sie festlegen, wie die Drehachsen auf die berechneten Achs-
werte eingeschwenkt werden sollen:
8
Die PLANE-Funktion soll die Drehachsen automatisch
auf die berechneten Achswerte einschwenken,
wobei sich die Relativposition zwischen Werkstück
und Werkzeug nicht verändert. Die TNC führt eine
Ausgleichsbewegung in den Linearachsen aus
8
Die PLANE-Funktion soll die Drehachsen automatisch
auf die berechneten Achswerte einschwenken,
wobei nur die Drehachsen positioniert werden. Die
TNC führt keine Ausgleichsbewegung in den
Linearachsen aus
8
Sie schwenken die Drehachsen in einem nachfolgen-
den, separaten Positioniersatz ein
Wenn Sie die Option MOVE (PLANE-Funktion soll automatisch mit Aus-
gleichsbewegung einschwenken) gewählt haben, sind noch die zwei
nachfolgend erklärten Parameter Abstand Drehpunkt von WZ-Spitze
und Vorschub? F= zu definieren. Wenn Sie die Option TURN (PLANE-
Funktion soll automatisch ohne Ausgleichsbewegung einschwenken)
gewählt haben, ist noch der nachfolgend erklärte Parameter Vor-
schub? F=
zu definieren. Alternativ zu einem direkt per Zahlenwert
definierten Vorschub F, können Sie die Einschwenkbewegung auch
mit FMAX (Eilgang) oder FAUTO (Vorschub aus TOOL CALL-Satz) ausführen
lassen.
Wenn Sie die Funktion PLANE AXIAL in Verbindung mit STAY
verwenden, dann müssen Sie die Drehachsen in einem
separaten Positioniersatz nach der PLANE-Funktion ein-
schwenken.