Legierter stahl, hilfsgas stickstoff, Legierter stahl, hilfsgas stickstoff -43 – Hypertherm HyIntensity Fiber Laser Rev.2 Benutzerhandbuch
Seite 145
Konfiguration und BetrieB
HyIntensity Fiber Laser
Betriebsanleitung – 807091 Revision 2
3-43
H
FL0
10 (1,0 kW) Laser-Sc
hneidtabellen
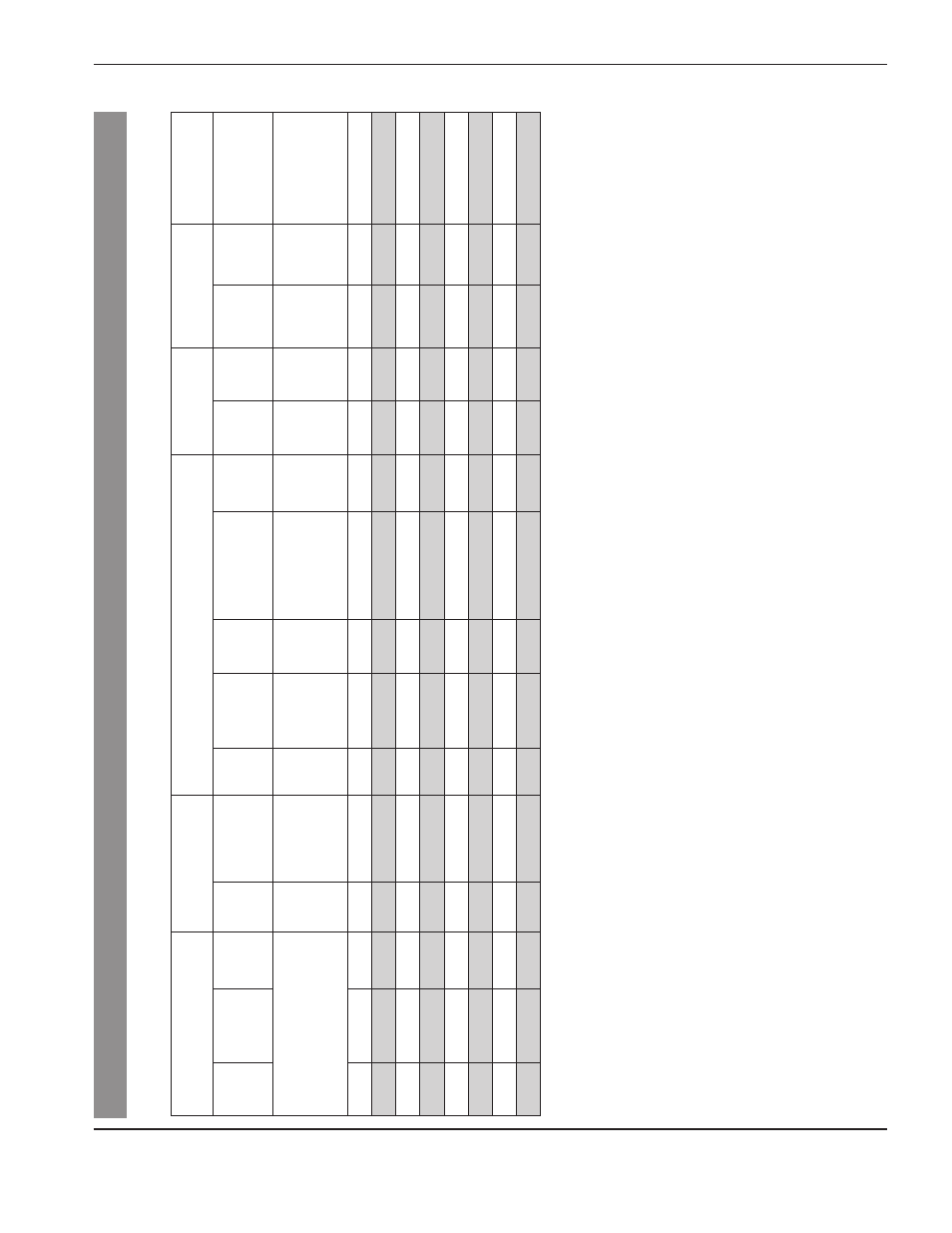
Legierter Stahl, Hilfsgas Stic
kstoff
Materialstärk
e
Düse
Loc
hstec
h-P
arameter
Sc
hneiddruc
k
Sc
hnitt-
gesc
hwindigk
eit
Düsen-
verlängerung
Zoll
Gauge
und
Bruc
hteil
mm
mm
Hypertherm-
Teile-
Nummer
Höhe
(mm)
Einsc
halt-
Dauer
(%)
Zeit
(Sek.)
Kriec
hgangzeit*
(Sek.)
Druc
k
(psig)
psig
bar
Zoll/min
mm/min
mm
Markieren von legiertem St
ahl
(alle St
ärken)
Leistung = 25
0 W
, Hilfsgas
Stic
kstoff
**
**
3
10
0
0
0
7
7
0,5
15
0
38
10
**
0.03
6
20 GA
0,9
1,5
021
09
8
1,5
10
0
0,2
0,1
45
17
5
12,1
28
0
711
0
20
0.0
48
18 GA
1,2
1,5
021
09
8
1,5
10
0
0,2
0,1
45
200
13,8
220
5590
20
0.0
60
16 GA
1,5
1,5
021
09
8
1,5
10
0
0,2
0,1
45
200
13,8
17
5
444
5
20
0.0
75
14 GA
2,0
1,5
021
09
8
1,5
10
0
0,2
0,2
45
200
13,8
14
0
3555
20
0.1
05
12 GA
2,5
2,0
021
09
9
2
10
0
0,5
0,3
45
200
13,8
75
19
05
20
0.135
10 GA
3,5
2,0
021
09
9
2
10
0
0,5
0,3
45
225
15,5
55
14
00
20
0.18
8
3/16 Zoll
5,0
2,5
0211
00
3
10
0
1,0
1,0
45
225
15,5
30
76
0
20
0.25
0
1/4 Zoll
6,0
2,5
0211
00
3
10
0
2,0
1,0
45
27
5
19,0
20
510
20
Sc
hnitthöhe = 0,5 mm für alle Materialst
ärken von legiertem St
ahl, ausgenommen Material mit 6 mm St
ärke