HEIDENHAIN PT 855 for Turning Benutzerhandbuch
Seite 23
I - 2 Arbeiten mit dem POSITIP Erste Schritte
24
Benutzer-Anleitung
POSITIP 855
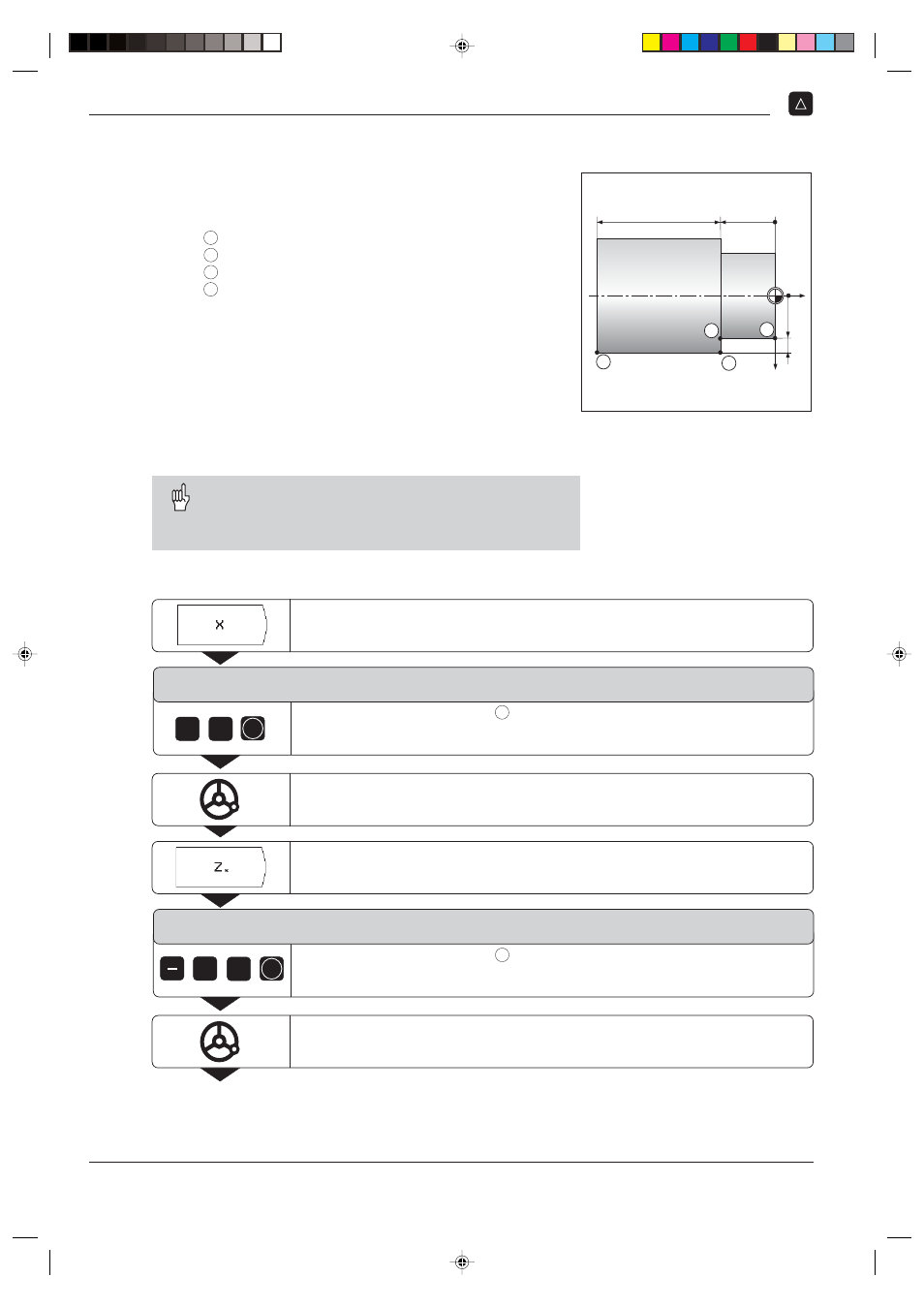
Beispiel: Absatz drehen durch Fahren auf Null
In diesem Beispiel werden Positions-Sollwerte sowohl absolut als
auch inkremental angegeben.
Position
1
Z
=
0 mm
X
= 15 mm
Position
2
Z
= 20 mm
X
= 15 mm
Position
3
Z
= 20 mm
I
X = +5 mm
Position
4
I
Z = 45 mm
I
X =
0 mm
Vorbereitung:
ä Setzen Sie das Werkzeug und den Werkstück-Bezugspunkt,
wie weiter vorne in diesem Kapitel beschrieben.
ä Anwender-Parameter einstellen (siehe Kapitel I - 6):
Summen-Anzeige Z
S
oder für beide Achsen (X
S
und Z
S
)
Radius-Anzeige für beide Achsen X und Z
Aufmaß EIN / AUS auf Aufmaß AUS
ä Positionieren Sie das Werkzeug sinnvoll vor
(z.B. X = + 20 mm, Z = + 10 mm).
Wenn Sie einen größeren Absatz drehen wollen: Nutzen
Sie den Abspan-Zyklus (siehe Kapitel I - 3). Sie können
dann den Absatz in beliebig vielen Zustellungen drehen,
ohne für jede Zustellung Koordinaten eingeben zu müssen.
Betriebsart: RESTWEG
Positionen anzeigen und anfahren
Z
1
X
15
2
3
4
20
45
0
5
Achse wählen ( X ).
Koordinate zur Soll-Position
1
eingeben: X = 15 mm. Eingabe bestätigen.
Die Positionierhilfe wird für die X-Achse angezeigt;
die Soll-Position bleibt oben am Bildschirm stehen.
1
5
ENT
X-Achse auf Anzeigewert Null fahren.
Achse wählen ( Z
S
).
Koordinate zur Soll-Position
2
eingeben: Z
S
= 20 mm. Eingabe bestätigen.
Die Positionierhilfe wird für die Z
S
-Achse angezeigt;
die Soll-Position bleibt oben am Bildschirm stehen.
2
ENT
0
Z
S
-Achse auf Anzeigewert Null fahren.
P o s i t i o n s - S o l l w e r t ?
X + ....
P o s i t i o n s - S o l l w e r t ?
Z
S
+ ....
855di2b.PM6
26.03.2002, 11:57
24