HEIDENHAIN PT 855 for Turning Benutzerhandbuch
Seite 30
I - 3 POSITIP programmieren
POSITIP 855
Benutzer-Anleitung
31
Programm-Sätze eintippen
Z
1
X
15
2
3
4
20
65
0
5
Koordinatenachse wählen ( X - Achse ).
Positions-Sollwert eingeben ( X = 15 mm ). Eingabe bestätigen.
Der eingegebene Sollwert steht jetzt als aktueller Satz zwischen den
gestrichelten Linien.
P o s i t i o n s - S o l l w e r t ?
1
5
ENT
Programm-Sätze
0
BEGIN PGM 10
MM
Programm-Anfang, Programm-Nummer und Maßsystem
1
X+50.000
Werkzeug vorpositionieren auf der X-Achse
2
Z+20.000
Werkzeug vorpositionieren auf der Z-Achse
3
X+15.000
X-Koordinate Position
1
4
Z–20.000
Z-Koordinate Position
2
5
IX+5.000
Inkrementale X-Koordinate Position
3
6
Z–65.000
Z-Koordinate Position
4
7
END PGM 10
MM
Programm-Ende, Programm-Nummer und Maßsystem
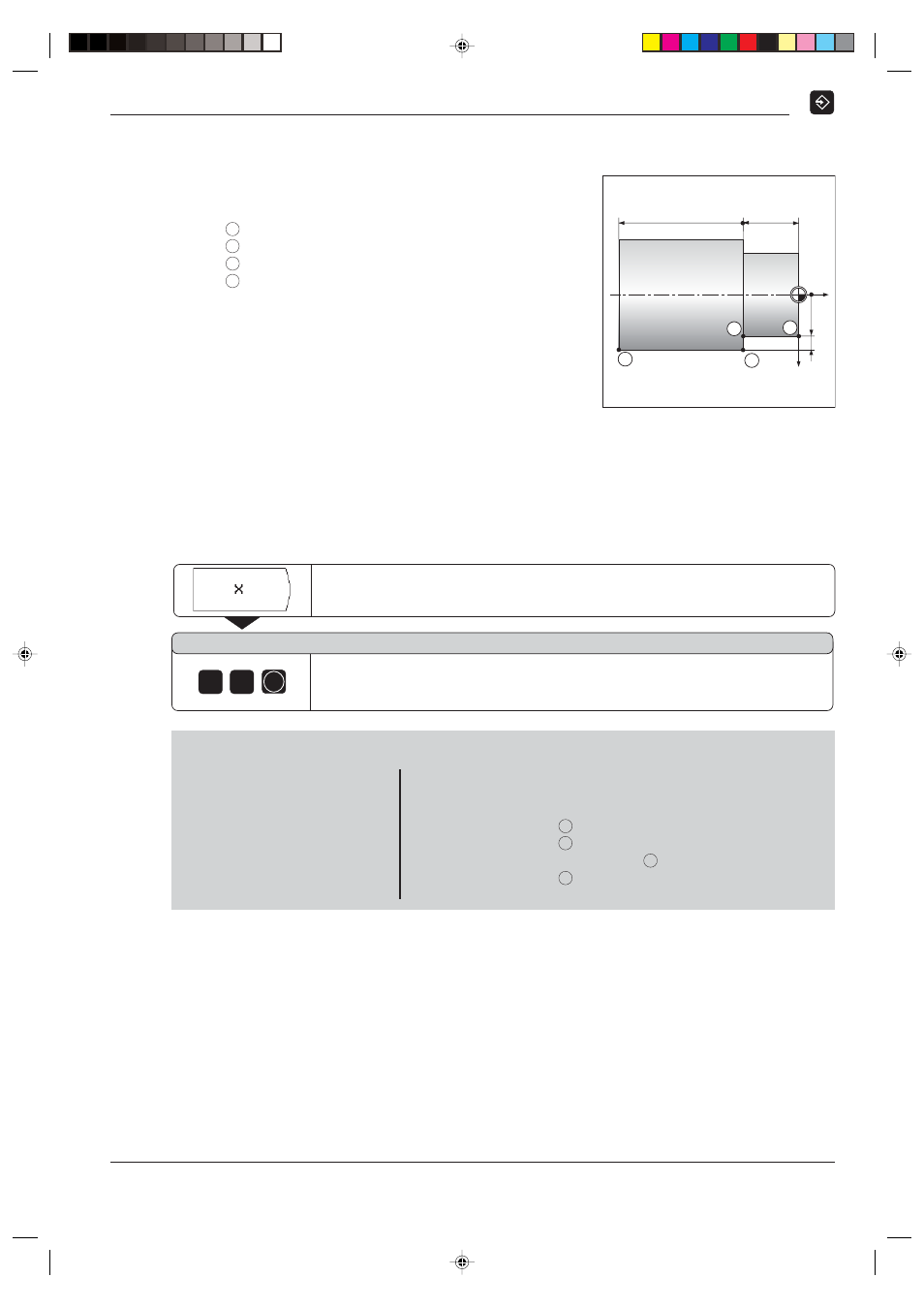
Programm-Beispiel: Absatz drehen
Bezugspunkt ist der Werkstück-Nullpunkt.
Position
1
Z =
0 mm X = 15 mm
Position
2
Z = 20 mm X = 15 mm
Position
3
Z = 20 mm
I
X = +5 mm
Position
4
Z = 65 mm X = 20 mm
Zusammenfassung aller Programmierschritte
ä Im Hauptmenü PROGRAMM-EINSPEICHERN wählen Sie mit
dem Softkey Progr.-Nummer die Programm-Übersicht.
ä Geben Sie die Nummer des Programms ein, das Sie
bearbeiten wollen und drücken Sie die Taste ENT.
ä Im Hauptmenü PROGRAMM-EINSPEICHERN wählen Sie
Programm-Eingabe
.
ä Tippen Sie die Soll-Positionen ein.
Ein fertiges Programm abarbeiten
Ein fertiges Programm arbeiten Sie in der Betriebsart PROGRAMM-
ABARBEITEN
ab (siehe Kapitel I - 4).
Eingabe-Beispiel: Eine Soll-Position in ein Programm eingeben
(Satz 3 im Beispiel)
855di3a.PM6
26.03.2002, 11:58
31