2 w e rk z e ug-d a te n – HEIDENHAIN iTNC 530 (60642x-04) Benutzerhandbuch
Seite 200
200
Programmieren: Werkzeuge
5.2 W
e
rk
z
e
ug-D
a
te
n
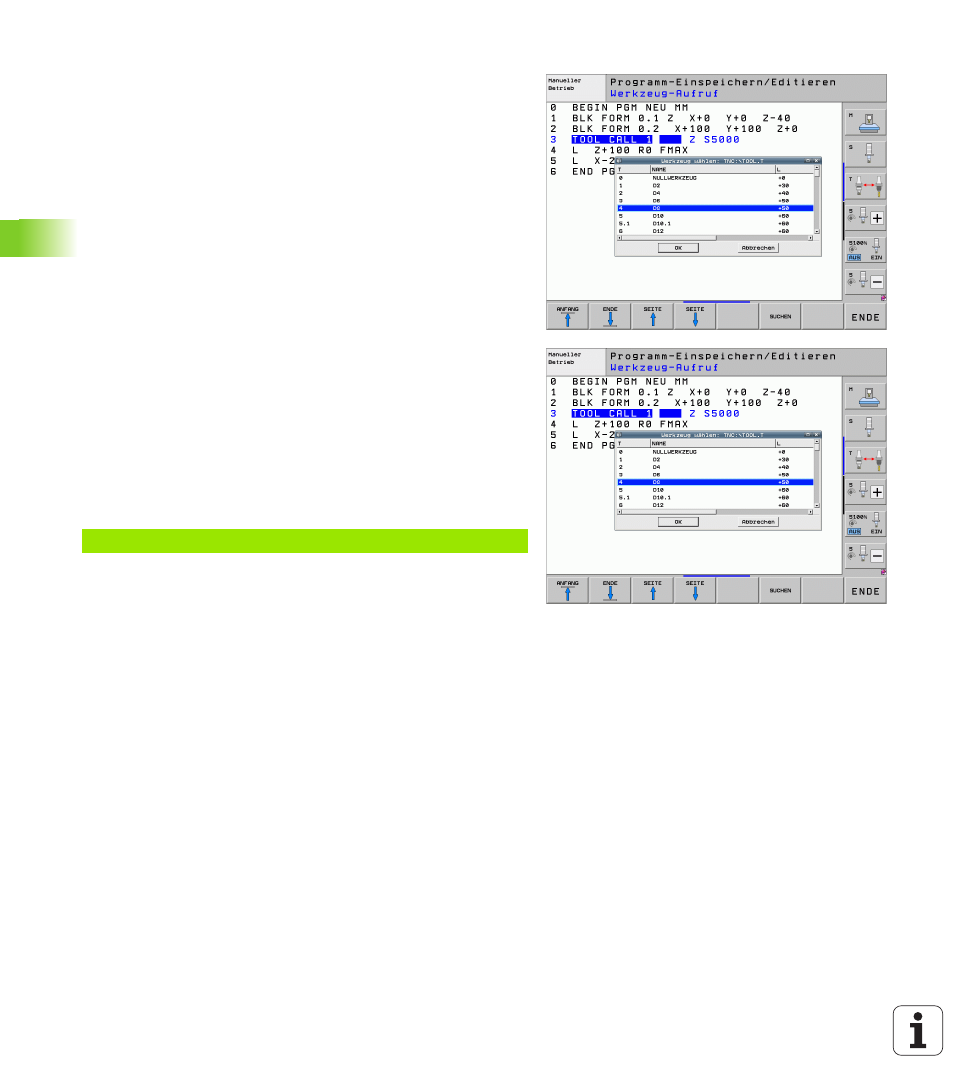
Werkzeugdaten im Auswahlfenster editieren
Im Überblendfenster zur Werkzeugauswahl können Sie die
angezeigten Werkzeugdaten auch editieren:
Per Pfeiltasten die Zeile und anschließend die Spalte des zu
editierenden Wertes wählen: Der hellblaue Rahmen kennzeichnet
das editierbare Feld
Softkey EDITIEREN auf EIN stellen, gewünschten Wert eingeben
und mit Taste ENT bestätigen
Bei Bedarf weitere Spalten wählen und zuvor beschriebene
Vorgehensweise erneut durchführen
Gewähltes Werkzeug mit Taste ENT ins Programm übernehmen
Nach Werkzeugnamen im Auswahlfenster suchen
Im Überblendfenster zur Werkzeugauswahl können Sie nach
Werkzeugnamen suchen:
Softkey SUCHEN drücken
Gewünschten Werkzeugnamen eingeben und mit Taste ENT
bestätigen: Die TNC setzt das Hellfeld auf die nächste Zeile, in der
der gesuchte Werkzeugname vorkommt
Beispiel: Werkzeug-Aufruf
Aufgerufen wird Werkzeug Nummer 5 in der Werkzeugachse Z mit
der Spindeldrehzahl 2500 U/min und einem Vorschub von 350
mm/min. Das Aufmaß für die Werkzeug-Länge und den Werkzeug-
Radius 2 beträgt 0,2 bzw. 0,05 mm, das Untermaß für den Werkzeug-
Radius 1 mm.
Das D vor L und R steht für Delta-Wert.
Vorauswahl bei Werkzeug-Tabellen
Wenn Sie Werkzeug-Tabellen einsetzen, dann treffen Sie mit einem
TOOL DEF
-Satz eine Vorauswahl für das nächste einzusetzende
Werkzeug. Dazu geben Sie die Werkzeug-Nummer bzw. einen Q-
Parameter ein, oder einen Werkzeug-Namen in Anführungszeichen.
20 TOOL CALL 5.2 Z S2500 F350 DL+0,2 DR-1 DR2+0,05