Rden (siehe „virtuelle achse vt” auf seite 440) – HEIDENHAIN iTNC 530 (60642x-04) Benutzerhandbuch
Seite 440
440
Programmieren: Sonderfunktionen
1
1
.5 Globale Pr
ogr
amm-einst
e
llung
e
n (Sof
tw
ar
e-Option)
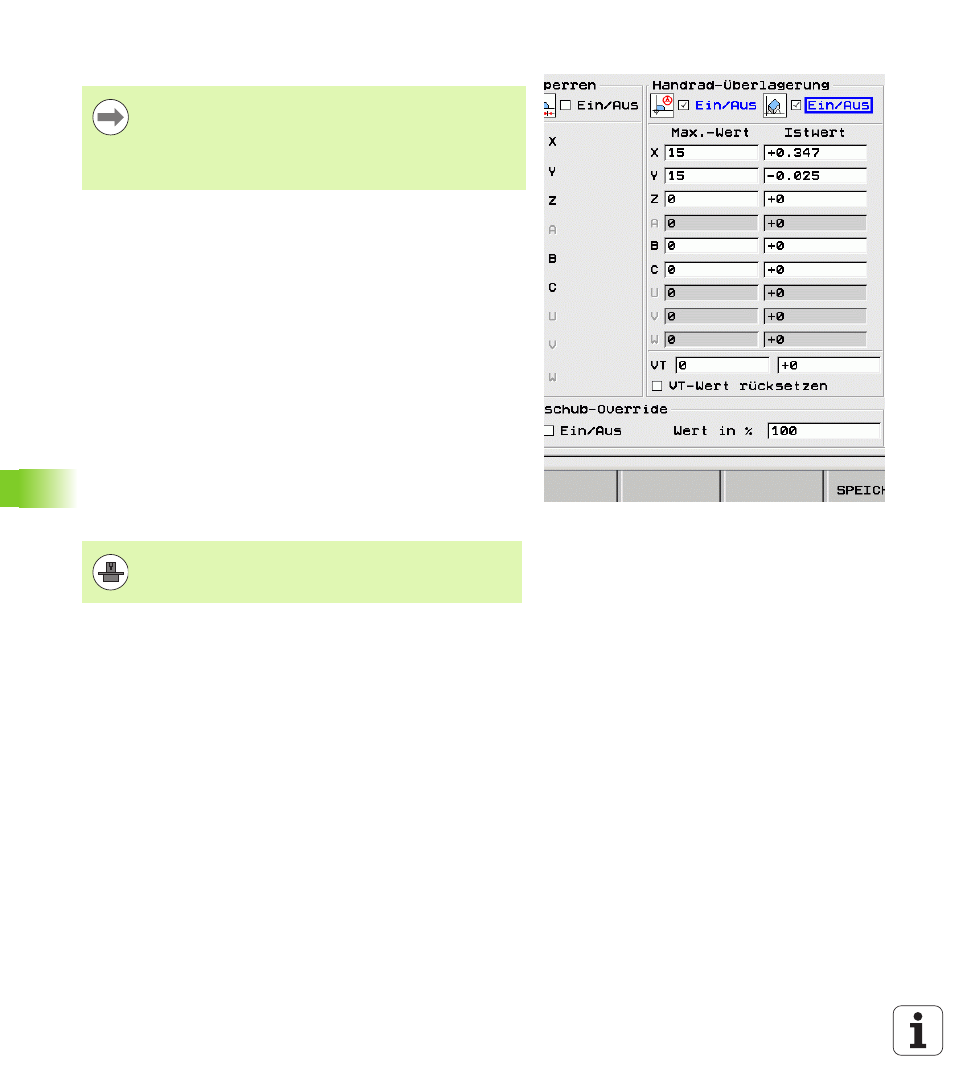
Virtuelle Achse VT
Sie können eine Handrad-Überlagerung auch in der momentan aktiven
Werkzeug-Achsrichtung ausführen. Für die Aktivierung dieser
Funktion steht die Zeile VT (Virtual Toolaxis) zur Verfügung.
Mit dem Handrad in virtueller Achse verfahrene Werte bleiben in der
Grundeinstellung auch über einen Werkzeugwechsel hinweg aktiv.
Über die Funktion VT-Wert rücksetzen können Sie festlegen, dass die
TNC in VT verfahrene Werte beim Werkzeugwechsel zurücksetzt:
Im Formular globale Programmeinstellungen den Fokus auf VT-Wert
rücksetzen
setzen, Funktion mit Taste SPACE aktivieren
Über ein Handrad HR 5xx können Sie die Achse VT direkt anwählen,
um überlagert in virtueller Achsrichtung verfahren zu können (siehe
„Zu verfahrende Achse wählen” auf Seite 577). Das Arbeiten mit der
virtuellen Achse VT ist mit dem Funkhandrad HR 550 FS besonders
komfortabel möglich (siehe „Verfahren mit elektronischen
Handrädern” auf Seite 572).
Auch in der zusätzlichen Status-Anzeige (Reiter POS) zeigt die TNC den
in der virtuellen Achse verfahrenen Wert in einer eigenen
Positionsanzeige VT an.
Um mit dem Handrad in virtueller Achsrichtung VT
verfahren zu können, müssen Sie die Funktion M128 oder
FUNCTION TCPM
aktivieren.
In virtueller Achsrichtung können Sie handradüberlagert
nur bei inaktivem DCM verfahren.
Ihr Maschinenhersteller kann Funktionen zur Verfügung
stellen, mit der das Verfahren in virtueller Achsrichtung
von der PLC beeinflusst werden kann.