8 werkstück-schieflage mit tastsystem kompensieren, Einführung – HEIDENHAIN iTNC 530 (60642x-04) Benutzerhandbuch
Seite 606
606
Handbetrieb und Einrichten
14.8 W
e
rk
stüc
k-Sc
hieflag
e
mit T
a
stsyst
em k
o
mpensier
en
14.8 Werkstück-Schieflage mit
Tastsystem kompensieren
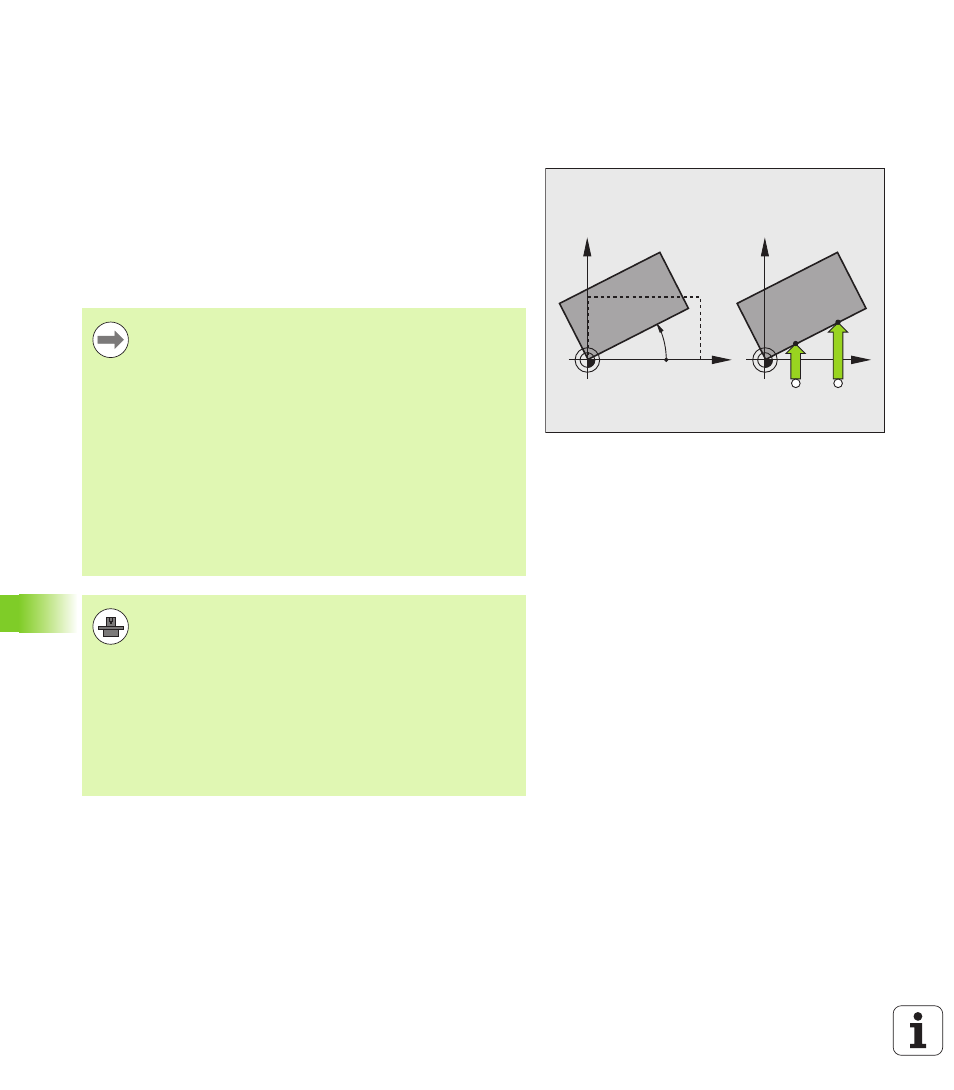
Einführung
Eine schiefe Werkstück-Aufspannung kompensiert die TNC
rechnerisch durch eine „Grunddrehung“.
Dazu setzt die TNC den Drehwinkel auf den Winkel, den eine
Werkstückfläche mit der Winkelbezugsachse der Bearbeitungsebene
einschließen soll. Siehe Bild rechts.
Alternativ können Sie eine Werkstück-Schieflage auch durch eine
Rundtischdrehung kompensieren.
X
Y
PA
X
Y
A
B
Antastrichtung zum Messen der Werkstück-Schieflage
immer senkrecht zur Winkelbezugsachse wählen.
Damit die Grunddrehung im Programmlauf richtig
verrechnet wird, müssen Sie im ersten Verfahrsatz beide
Koordinaten der Bearbeitungsebene programmieren.
Eine Grunddrehung können Sie auch in Kombination mit
der PLANE-Funktion verwenden, Sie müssen in diesem
Fall zuerst die Grunddrehung und dann die PLANE-
Funktion aktivieren.
Wenn Sie die Grunddrehung verändern, frägt die TNC
beim Verlassen des Menüs, ob Sie die geänderte
Grunddrehung auch in der jeweils aktiven Zeile der
Bezugspunkt-Tabelle speichern wollen. In diesem Fall mit
Taste ENT bestätigen.
Die TNC kann auch eine echte, dreidimensionale
Aufspannkompensation durchführen, wenn Ihre Maschine
dafür vorbereitet ist. Setzen Sie sich ggf. mit Ihrem
Maschinenhersteller in Verbindung.
Durch Setzen von Bit #18 in MP7680 lässt sich die
Fehlermeldung Achswinkel ungleich Schwenkwinkel beim
Ermitteln einer Grunddrehung und beim Ausrichten des
Werkstücks mittels Drehachse mit manuellem Antast-
Zyklen unterdrücken. Dadurch können Sie die
Grunddrehung an Stellen ermitteln, die ohne
einschwenken des Kopfes nicht erreichbar wären.