1 werkzeug-bewegungen, Bahnfunktionen, Freie kontur-programmierung fk – HEIDENHAIN iTNC 530 (60642x-04) Benutzerhandbuch
Seite 222: Zusatzfunktionen m, Unterprogramme und programmteil-wiederholungen, Programmieren mit q-parametern
222
Programmieren: Konturen programmieren
6.1 W
e
rk
z
e
ug-Bew
egung
e
n
6.1 Werkzeug-Bewegungen
Bahnfunktionen
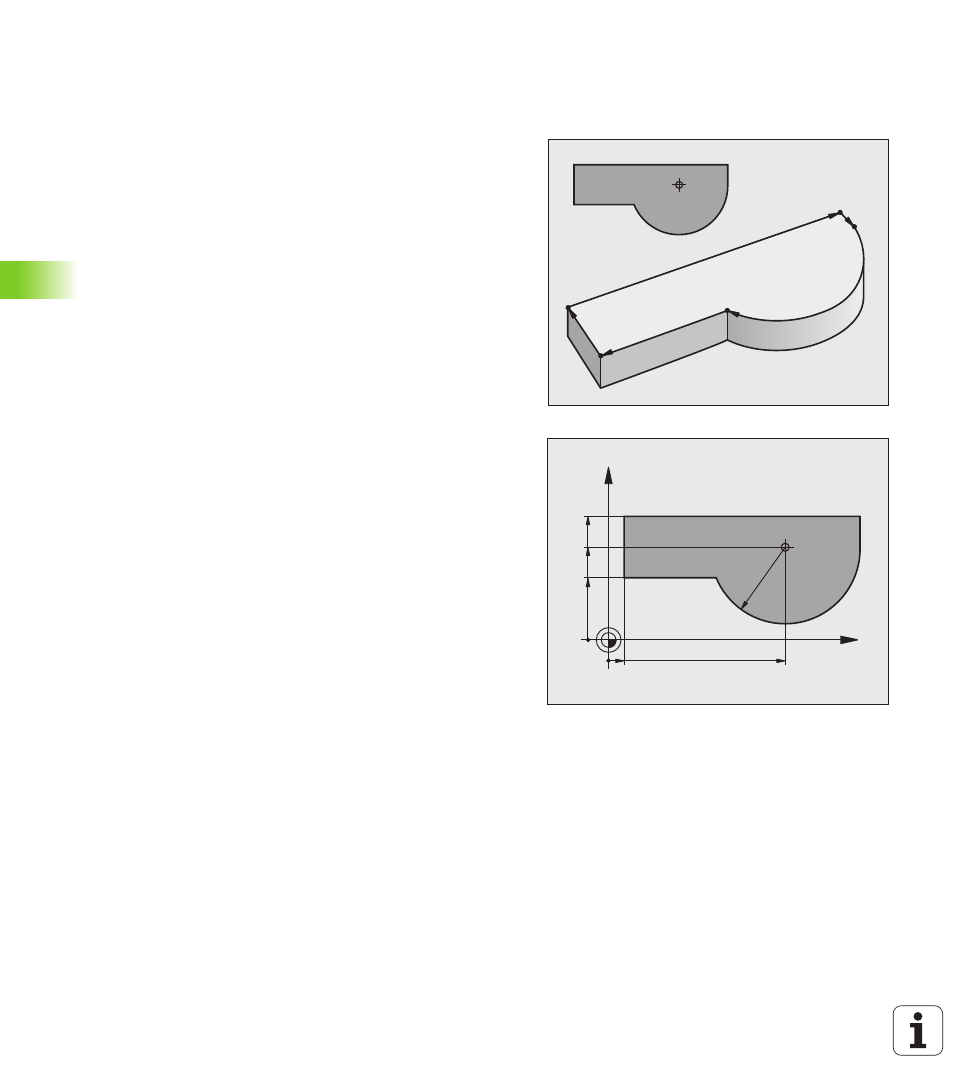
Eine Werkstück-Kontur setzt sich gewöhnlich aus mehreren
Konturelementen wie Geraden und Kreisbögen zusammen. Mit den
Bahnfunktionen programmieren Sie die Werkzeugbewegungen für
Geraden und Kreisbögen.
Freie Kontur-Programmierung FK
Wenn keine NC-gerecht bemaßte Zeichnung vorliegt und die
Maßangaben für das NC-Programm unvollständig sind, dann
programmieren Sie die Werkstück-Kontur mit der Freien Kontur-
Programmierung. Die TNC errechnet die fehlenden Angaben.
Auch mit der FK-Programmierung programmieren Sie
Werkzeugbewegungen für Geraden und Kreisbögen.
Zusatzfunktionen M
Mit den Zusatzfunktionen der TNC steuern Sie
den Programmlauf, z.B. eine Unterbrechung des Programmlaufs
die Maschinenfunktionen, wie das Ein- und Ausschalten der
Spindeldrehung und des Kühlmittels
das Bahnverhalten des Werkzeugs
Unterprogramme und Programmteil-
Wiederholungen
Bearbeitungs-Schritte, die sich wiederholen, geben Sie nur einmal als
Unterprogramm oder Programmteil-Wiederholung ein. Wenn Sie
einen Teil des Programms nur unter bestimmten Bedingungen
ausführen lassen möchten, dann legen Sie diese Programmschritte
ebenfalls in einem Unterprogramm fest. Zusätzlich kann ein
Bearbeitungs-Programm ein weiteres Programm aufrufen und
ausführen lassen.
Das Programmieren mit Unterprogrammen und Programmteil-
Wiederholungen ist in Kapitel 8 beschrieben.
Programmieren mit Q-Parametern
Im Bearbeitungs-Programm stehen Q-Parameter stellvertretend für
Zahlenwerte: Einem Q-Parameter wird an anderer Stelle ein
Zahlenwert zugeordnet. Mit Q-Parametern können Sie
mathematische Funktionen programmieren, die den Programmlauf
steuern oder die eine Kontur beschreiben.
Zusätzlich können Sie mit Hilfe der Q-Parameter-Programmierung
Messungen mit dem Tastsystem während des Programmlaufs
ausführen.
Das Programmieren mit Q-Parametern ist in Kapitel 9 beschrieben.
L
L
L
CC
C
X
Y
R40
115
10
80
60
40
CC