Seite 52 – HEIDENHAIN iTNC 530 (340 49x-03) Touch Probe Cycles Benutzerhandbuch
Seite 52
52
3 Tastsystem-Zyklen zur automatischen Werkstück-Kontrolle
3.1 W
e
rk
stüc
k-Sc
hieflag
e
aut
o
matisc
h erf
a
ssen
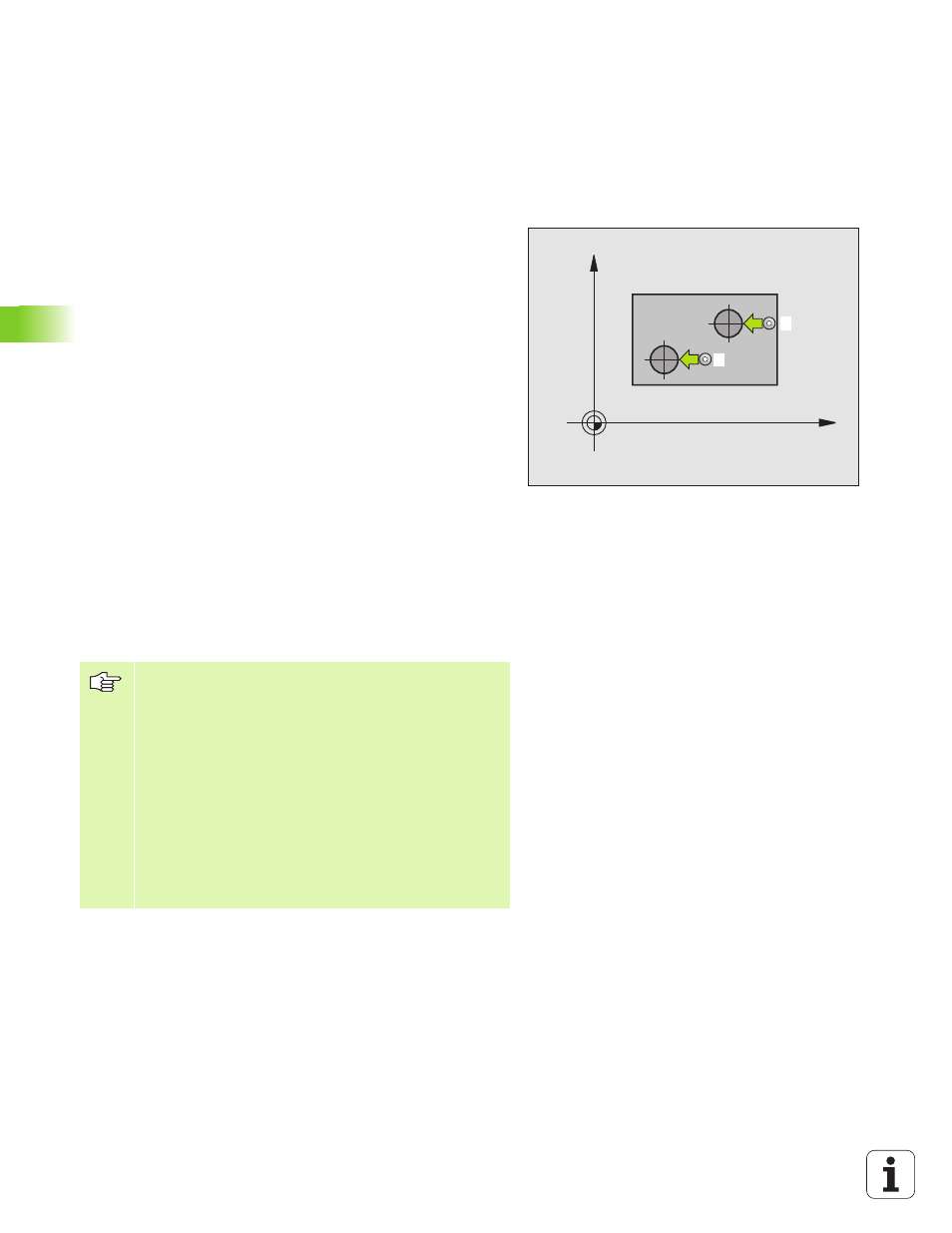
GRUNDDREHUNG über zwei Zapfen
(Tastsystem-Zyklus 402, DIN/ISO: G402)
Der Tastsystem-Zyklus 402 erfasst die Mittelpunkte zweier Zapfen.
Anschließend berechnet die TNC den Winkel zwischen der Haupt-
achse der Bearbeitungsebene und der Verbindungsgeraden der Zap-
fen-Mittelpunkte. Über die Funktion Grunddrehung kompensiert die
TNC den berechneten Wert (Siehe auch „Werkstück-Schieflage kom-
pensieren” auf Seite 33). Alternativ können Sie die ermittelte Schief-
lage auch durch eine Drehung des Rundtisches kompensieren.
1
Die TNC positioniert das Tastsystem mit Eilvorschub (Wert aus
MP6150 bzw. MP6361) und mit Positionierlogik (siehe „Tastsy-
stem-Zyklen abarbeiten" auf Seite 24) auf den Antastpunkt
1
des
ersten Zapfens
2
Anschließend fährt das Tastsystem auf die eingegebene
Messhöhe 1
und erfasst durch vier Antastungen den ersten Zapfen-
Mittelpunkt. Zwischen den jeweils um 90° versetzten Antastpunk-
ten verfährt das Tastsystem auf einem Kreisbogen
3
Anschließend fährt das Tastsystem zurück auf die sichere Höhe
und positioniert auf den Antastpunkt
5
des zweiten Zapfens
4
Die TNC fährt das Tastsystem auf die eingegebene Messhöhe 2
und erfasst durch vier Antastungen den zweiten Zapfen-Mittel-
punkt
5
Abschließend fährt die TNC das Tastsystem zurück auf die Sichere
Höhe und führt die ermittelte Grunddrehung durch
X
Y
1
5
Beachten Sie vor dem Programmieren
Vor der Zyklus-Definition müssen Sie einen Werkzeug-
Aufruf zur Definition der Tastsystem-Achse programmiert
haben.
Die TNC setzt eine aktive Grunddrehung am Zyklusanfang
zurück.
Wenn Sie die Schieflage über eine Rundtischdrehung
kompensieren wollen, dann verwendet die TNC automa-
tisch folgende Drehachsen:
C bei Werkzeug-Achse Z
B bei Werkzeug-Achse Y
A bei Werkzeug-Achse X