Face milling: 3d-korrektur mit tcpm – HEIDENHAIN TNC 640 (34059x-05) Benutzerhandbuch
Seite 478
Programmieren: Mehrachs-Bearbeitung
12.6 Dreidimensionale Werkzeugkorrektur (Option #9)
12
478
TNC 640 | Benutzer-Handbuch HEIDENHAIN-Klartext-Dialog | 1/2015
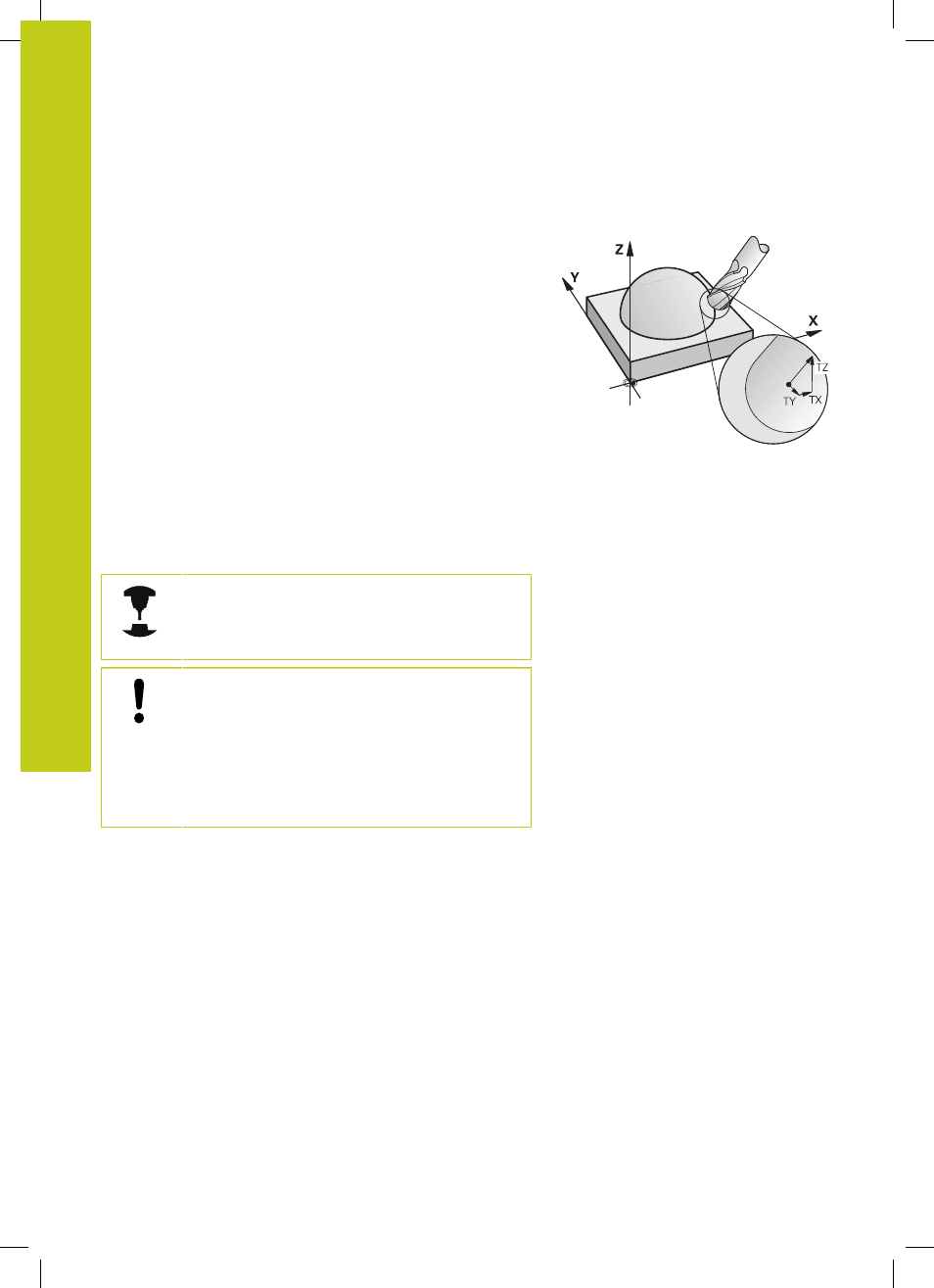
Face Milling: 3D-Korrektur mit TCPM
Face Milling ist eine Bearbeitung mit der Stirnseite des
Werkzeuges. Bei der fünfachsigen Bearbeitung wird eine 3D-
Korrektur ausgeführt, wenn das NC-Programm Flächennormalen
enthält und
TCPM bzw. M128 aktiv ist. Die Radiuskorrektur RL/
RR darf hierbei nicht aktiv sein. Die TNC versetzt das Werkzeug
in Richtung der Flächennormalen um die Summe der Delta-Werte
(Werkzeugtabelle und
TOOL CALL).
Bei aktivem
TCPM (siehe "Position der Werkzeugspitze beim
Positionieren von Schwenkachsen beibehalten (TCPM): M128
(Option #9)", Seite 465) hält die TNC das Werkzeug senkrecht zur
Werkstückkontur, wenn im
LN-Satz keine Werkzeugorientierung
festgelegt ist.
Ist im
LN-Satz eine Werkzeugorientierung T definiert und
gleichzeitig M128 (bzw.
FUNCTION TCPM) aktiv, dann positioniert
die TNC die Drehachsen der Maschine automatisch so, dass
das Werkzeug die vorgegebene Werkzeugorientierung erreicht.
Wenn Sie kein
M128 (bzw. FUNCTION TCPM) aktiviert haben, dann
ignoriert die TNC den Richtungsvektor
T, auch wenn er im LN-Satz
definiert ist.
Die TNC kann nicht bei allen Maschinen die
Drehachsen automatisch positionieren. Beachten Sie
Ihr Maschinenhandbuch!
Achtung Kollisionsgefahr!
Bei Maschinen, deren Drehachsen nur einen
eingeschränkten Verfahrbereich erlauben, können
beim automatischen Positionieren Bewegungen
auftreten, die beispielsweise eine 180°-Drehung des
Tisches erfordern. Achten Sie auf Kollisionsgefahr
des Kopfes mit dem Werkstück oder mit
Spannmitteln.