HEIDENHAIN TNC 640 (34059x-05) Benutzerhandbuch
Seite 479
Dreidimensionale Werkzeugkorrektur (Option #9) 12.6
12
TNC 640 | Benutzer-Handbuch HEIDENHAIN-Klartext-Dialog | 1/2015
479
Beispiel: Satz-Format mit Flächennormalen ohne
Werkzeugorientierung
LN X+31,737 Y+21,954 Z+33,165 NX+0,2637581 NY+0,0078922
NZ–0,8764339 F1000 M128
Beispiel: Satz-Format mit Flächennormalen und
Werkzeugorientierung
LN X+31,737 Y+21,954 Z+33,165 NX+0,2637581 NY+0,0078922
NZ–0,8764339 TX+0,0078922 TY–0,8764339 TZ+0,2590319
F1000 M128
LN:
Gerade mit 3D-Korrektur
X, Y, Z:
Korrigierte Koordinaten des Geraden-
Endpunkts
NX, NY, NZ:
Komponenten der Flächennormalen
TX, TY, TZ:
Komponenten des normierten Vektors für die
Werkzeugorientierung
F:
Vorschub
M:
Zusatzfunktion
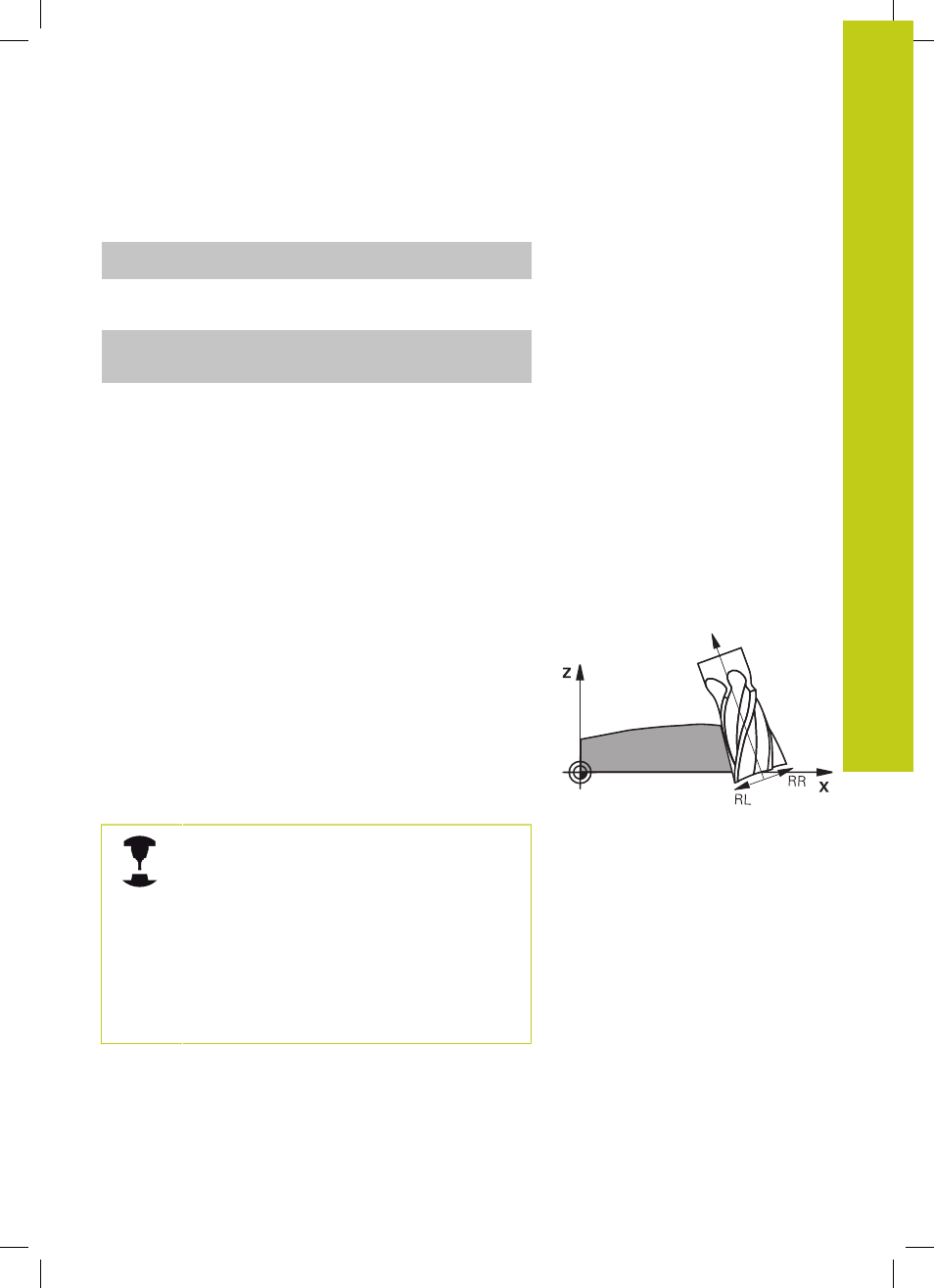
Peripheral Milling: 3D-Radiuskorrektur mit TCPM
und Radiuskorrektur (RL/RR)
Die TNC versetzt das Werkzeug senkrecht zur Bewegungsrichtung
und senkrecht zur Werkzeugrichtung um die Summe der Delta-
Werte
DR (Werkzeugtabelle und TOOL CALL). Die Korrekturrichtung
legen Sie mit der Radiuskorrektur
RL/RR fest (siehe Bild,
Bewegungsrichtung Y+). Damit die TNC die vorgegebene
Werkzeugorientierung erreichen kann, müssen Sie die Funktion
M128 aktivieren, siehe "Position der Werkzeugspitze beim
Positionieren von Schwenkachsen beibehalten (TCPM): M128
(Option #9)", Seite 465. Die TNC positioniert dann die Drehachsen
der Maschine automatisch so, dass das Werkzeug die vorgegebene
Werkzeugorientierung mit der aktiven Korrektur erreicht.
Diese Funktion ist nur an Maschinen möglich,
für deren Schwenkachsen-Konfiguration
Raumwinkel definierbar sind. Beachten Sie Ihr
Maschinenhandbuch.
Die TNC kann nicht bei allen Maschinen die
Drehachsen automatisch positionieren.
Beachten Sie Ihr Maschinenhandbuch!
Beachten Sie, dass die TNC eine Korrektur um
die definierten
Delta-Werte
durchführt. Ein in der
Werkzeugtabelle definierter Werkzeugradius R hat
keinen Einfluss auf die Korrektur.