Drehzahl programmieren, Eitert ("drehzahl programmieren", seite 492) – HEIDENHAIN TNC 640 (34059x-05) Benutzerhandbuch
Seite 492
Programmieren: Drehbearbeitung
14.2 Basisfunktionen (Option #50)
14
492
TNC 640 | Benutzer-Handbuch HEIDENHAIN-Klartext-Dialog | 1/2015
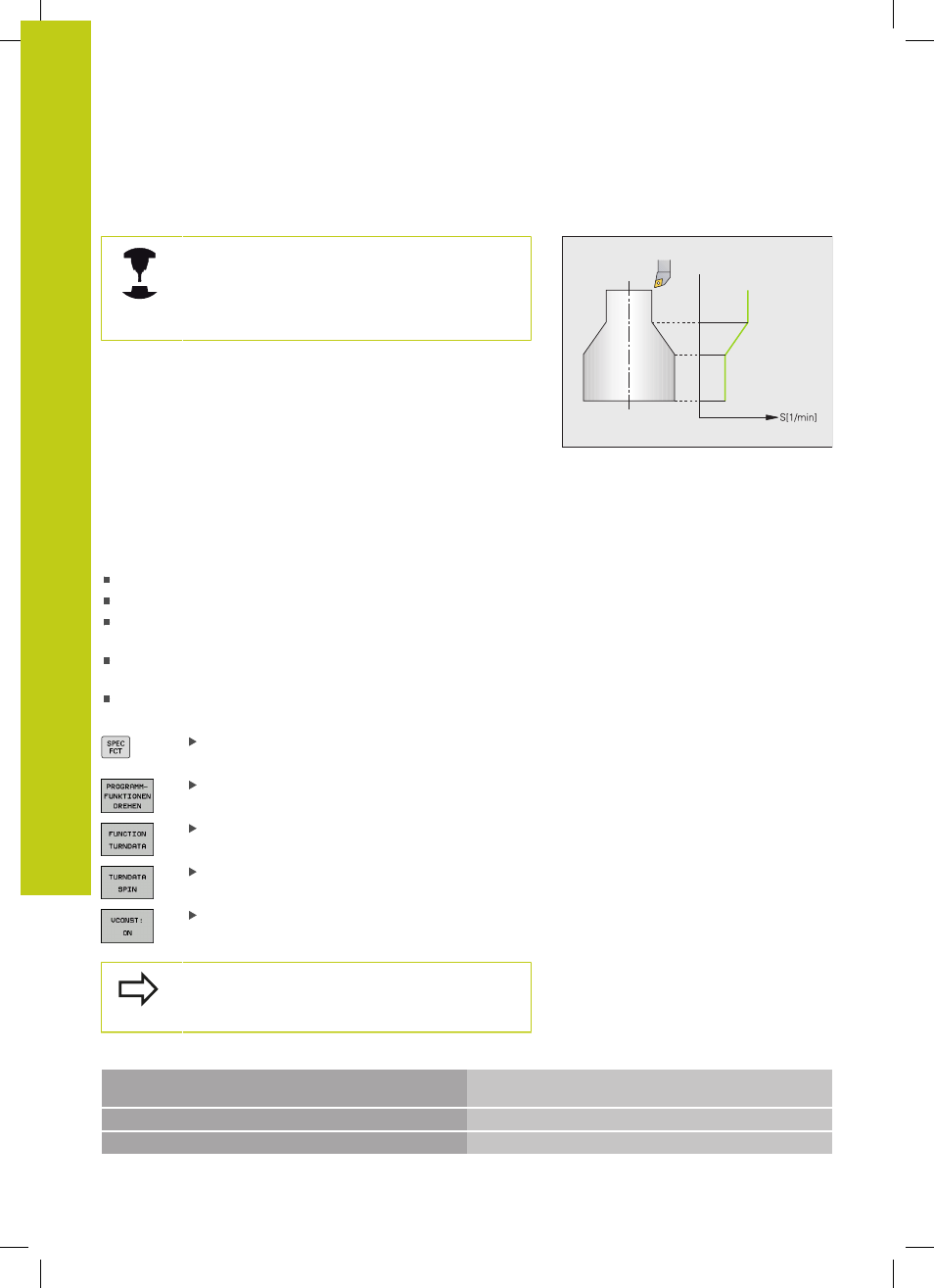
Drehzahl programmieren
Wenn Sie mit konstanter Schnittgeschwindigkeit
arbeiten, begrenzt die gewählte Getriebestufe
den möglichen Drehzahlbereich. Ob und welche
Getriebestufen möglich sind, ist von Ihrer Maschine
abhängig.
Sie können beim Drehen sowohl mit konstanter Drehzahl als auch
mit konstanter Schnittgeschwindigkeit arbeiten.
Wenn Sie mit konstanter Schnittgeschwindigkeit
VCONST:ON
arbeiten, ändert die TNC die Drehzahl abhängig vom Abstand der
Werkzeugschneide zur Mitte der Drehspindel. Bei Positionierungen
in Richtung des Drehzentrums erhöht die TNC die Tischdrehzahl,
bei Bewegungen aus dem Drehzentrum heraus reduziert sie diese.
Bei der Bearbeitung mit konstanter Drehzahl
VCONST:OFF ist die
Drehzahl unabhängig von der Werkzeugposition.
Zur Definition der Drehzahl verwenden Sie die Funktion
FUNCTION TURNDATA SPIN. Die TNC stellt hier folgende
Eingabeelemente zur Verfügung:
VCONST: konstante Schnittgeschwindigkeit aus/ein (erforderlich)
VC: Schnittgeschwindigkeit (optional)
S: Nenndrehzahl wenn keine konstante Schnittgeschwingkeit
aktiv ist (optional)
S MAX: Maximale Drehzahl bei konstanter Schnittgeschwingkeit
(optional), wird mit S MAX 0 zurückgesetzt
gearrange: Getriebestufe für die Drehspindel (optional)
Definieren der Drehzahl:
Softkey-Leiste mit Sonderfunktionen einblenden
Menü für
PROGRAMMFUNKTIONEN DREHEN
wählen
FUNCTION TURNDATA wählen
TURNDATA SPIN wählen
Funktion für Drehzahleingabe
VCONST: wählen
Zyklus 800 begrenzt beim Exzenterdrehen die
maximale Drehzahl. Zum Rücksetzen programmieren
Sie
FUNCTION TURNDATA SPIN SMAX0.
NC-Syntax
3 FUNCTION TURNDATA SPIN VCONST:ON VC:100
GEARRANGE:2
Definition einer konstanten Schnittgeschwindigkeit in
Getriebestufe 2
3 FUNCTION TURNDATA SPIN VCONST:OFF S550
Definition einer konstanten Drehzahl
...