Appr lct, Kontur anfahren und verlassen 6.3 – HEIDENHAIN TNC 620 (81760x-02) ISO programming Benutzerhandbuch
Seite 215
Kontur anfahren und verlassen
6.3
6
TNC 620 | Benutzer-Handbuch DIN/ISO-Programmierung | 1/2015
215
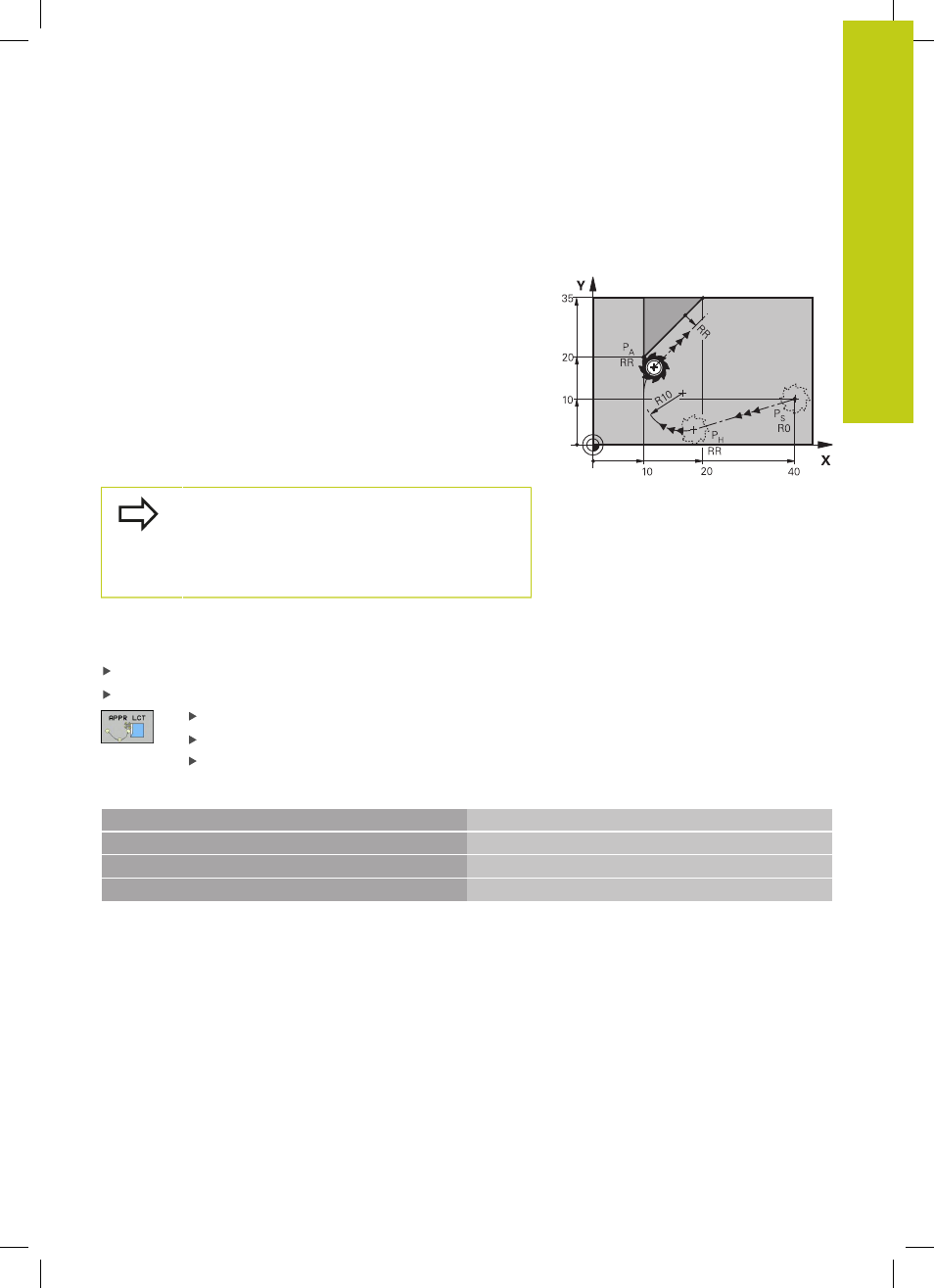
Anfahren auf einer Kreisbahn mit tangentialem
Anschluss an die Kontur und Geradenstück:
APPR LCT
Die TNC fährt das Werkzeug auf einer Geraden vom Startpunkt P
S
auf einen Hilfspunkt P
H
. Von dort aus fährt es auf einer Kreisbahn
den ersten Konturpunkt P
A
an. Der im APPR-Satz programmierte
Vorschub ist wirksam für die gesamte Strecke, die die TNC im
Anfahrsatz verfährt (Strecke P
S
– P
A
).
Wenn Sie im Anfahrsatz alle drei Hauptachsen X, Y und Z
programmieren, fährt die TNC das Werkzeug vom Startpunkt
P
S
zunächst in der Bearbeitungsebene und anschließend in der
Werkzeugachse auf den Hilfspunkt P
H
. Vom Hilfpunkt P
H
zum
Konturpunkt P
A
fährt die Steuerung das Werkzeug nur in der
Bearbeitungsebene.
Beachten Sie dieses Verhalten, wenn Sie Programme
von älteren Steuerungen importieren. Passen Sie die
Programme gegebenenfalls an.
Ältere Steuerungen fuhren den Hilfspunkt P
H
in allen
drei Hauptachsen gleichzeitig an.
Die Kreisbahn schließt sowohl an die Gerade P
S
– P
H
als auch an
das erste Konturelement tangential an. Damit ist sie durch den
Radius R eindeutig festgelegt.
Beliebige Bahnfunktion: Startpunkt P
S
anfahren
Dialog mit Taste
APPR/DEP und Softkey APPR LCT eröffnen:
Koordinaten des ersten Konturpunkts P
A
Radius R der Kreisbahn. R positiv angeben
Radiuskorrektur
G41/G42 für die Bearbeitung
R0=G40; RL=G41; RR=G42
NC-Beispielsätze
N70 G00 X+40 Y+10 G40 M3
PS ohne Radiuskorrektur anfahren
N80 APPR LCT X+10 Y+20 Z-10 R10 G42 F100
PA mit Radiuskorr. G42, Radius R=10
N90 G01 X+20 Y+35
Endpunkt erstes Konturelement
N100 G01 ...
Nächstes Konturelement