Kreisbahn c um kreismittelpunkt cc, Bahnbewegungen - rechtwinklige koordinaten 6.4 – HEIDENHAIN TNC 620 (81760x-02) ISO programming Benutzerhandbuch
Seite 223
Bahnbewegungen - rechtwinklige Koordinaten
6.4
6
TNC 620 | Benutzer-Handbuch DIN/ISO-Programmierung | 1/2015
223
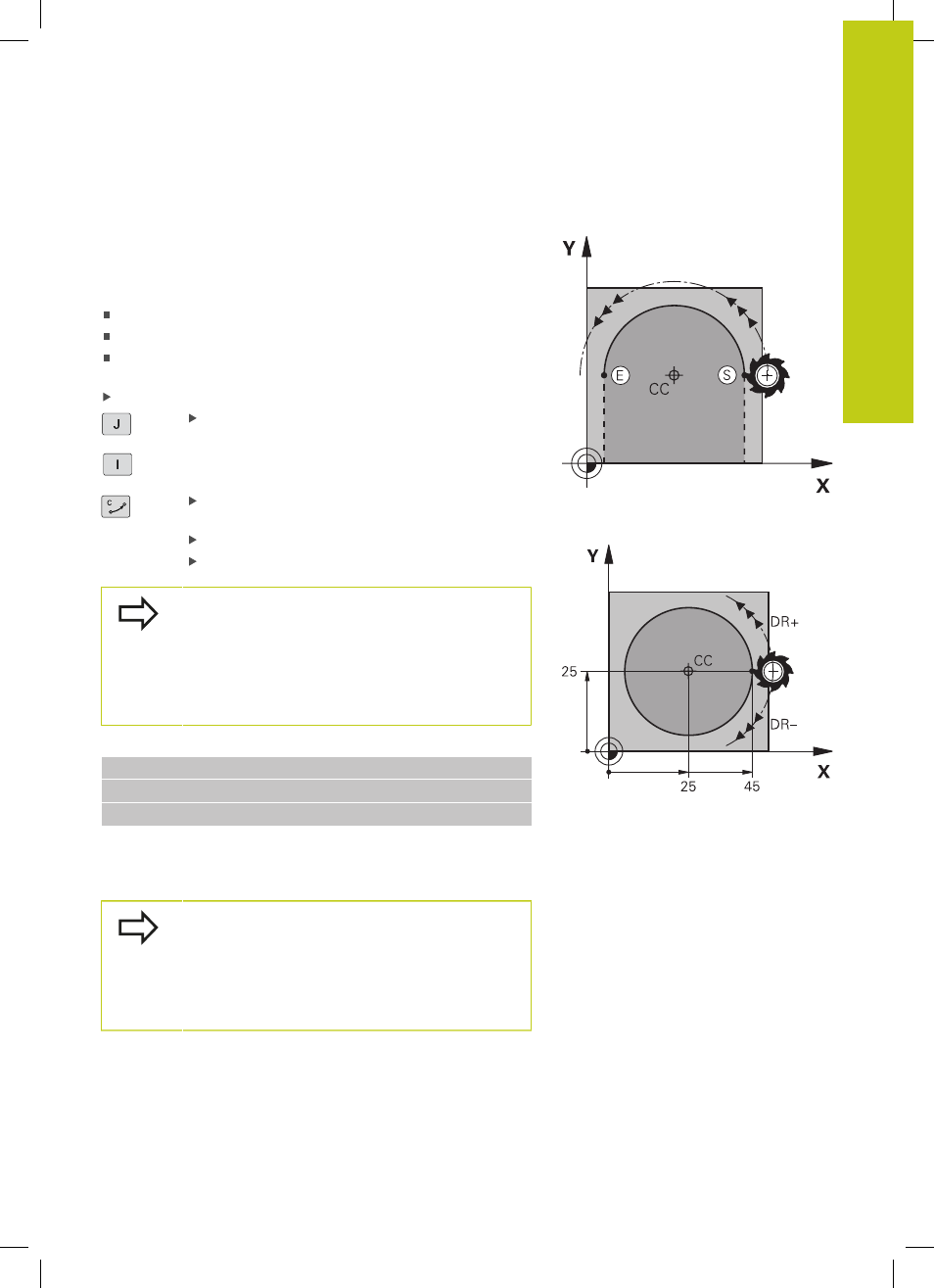
Kreisbahn
C um Kreismittelpunkt CC
Legen Sie den Kreismittelpunkt
I, J fest, bevor Sie die Kreisbahn
programmieren. Die zuletzt programmierte Werkzeugposition vor
der Kreisbahn ist der Startpunkt der Kreisbahn.
Drehsinn
Im Uhrzeigersinn:
G02
Im Gegen-Uhrzeigersinn:
G03
Ohne Drehrichtungs-Angabe:
G05. Die TNC fährt die Kreisbahn
mit der zuletzt programmierten Drehrichtung
Werkzeug auf den Startpunkt der Kreisbahn fahren
Koordinaten des Kreismittelpunkts eingeben
Koordinaten des Kreisbogen-Endpunkts eingeben,
falls nötig:
Vorschub F
Zusatz-Funktion M
Die TNC verfährt Kreisbewegungen normalerweise
in der aktiven Bearbeitungsebene. Wenn Sie
Kreise programmieren, die nicht in der aktiven
Bearbeitungseben liegen, z. B.
G2 Z... X... bei
Werkzeugachse Z, und gleichzeitig diese Bewegung
rotieren, dann verfährt die TNC einen Raumkreis,
also einen Kreis in 3 Achsen (Option #8).
NC-Beispielsätze
N50 I+25 J+25 *
N60 G01 G42 X+45 Y+25 F200 M3 *
N70 G03 X+45 Y+25 *
Vollkreis
Programmieren Sie für den Endpunkt die gleichen Koordinaten wie
für den Startpunkt.
Start- und Endpunkt der Kreisbewegung müssen auf
der Kreisbahn liegen.
Eingabe-Toleranz: bis 0.016 mm (über
Maschinenparameter
circleDeviation wählbar).
Kleinstmöglicher Kreis, den die TNC verfahren kann:
0.0016 µm.