HEIDENHAIN TNC 620 (81760x-02) ISO programming Benutzerhandbuch
Seite 414
Programmieren: Mehrachs-Bearbeitung
12.2 Die PLANE-Funktion: Schwenken der Bearbeitungsebene
(Option #8)
12
414
TNC 620 | Benutzer-Handbuch DIN/ISO-Programmierung | 1/2015
Beispiel für eine Maschine mit C-Rundtisch und A-
Schwenktisch. Programmierte Funktion:
PLANE SPATIAL SPA+0
SPB+45 SPC+0
Endschalter
Startposition
SEQ
Ergebnis Achsstellung
Keine
A+0, C+0
nicht progr.
A+45, C+90
Keine
A+0, C+0
+
A+45, C+90
Keine
A+0, C+0
–
A–45, C–90
Keine
A+0, C–105
nicht progr.
A–45, C–90
Keine
A+0, C–105
+
A+45, C+90
Keine
A+0, C–105
–
A–45, C–90
–90 < A < +10
A+0, C+0
nicht progr.
A–45, C–90
–90 < A < +10
A+0, C+0
+
Fehlermeldung
Keine
A+0, C–135
+
A+45, C+90
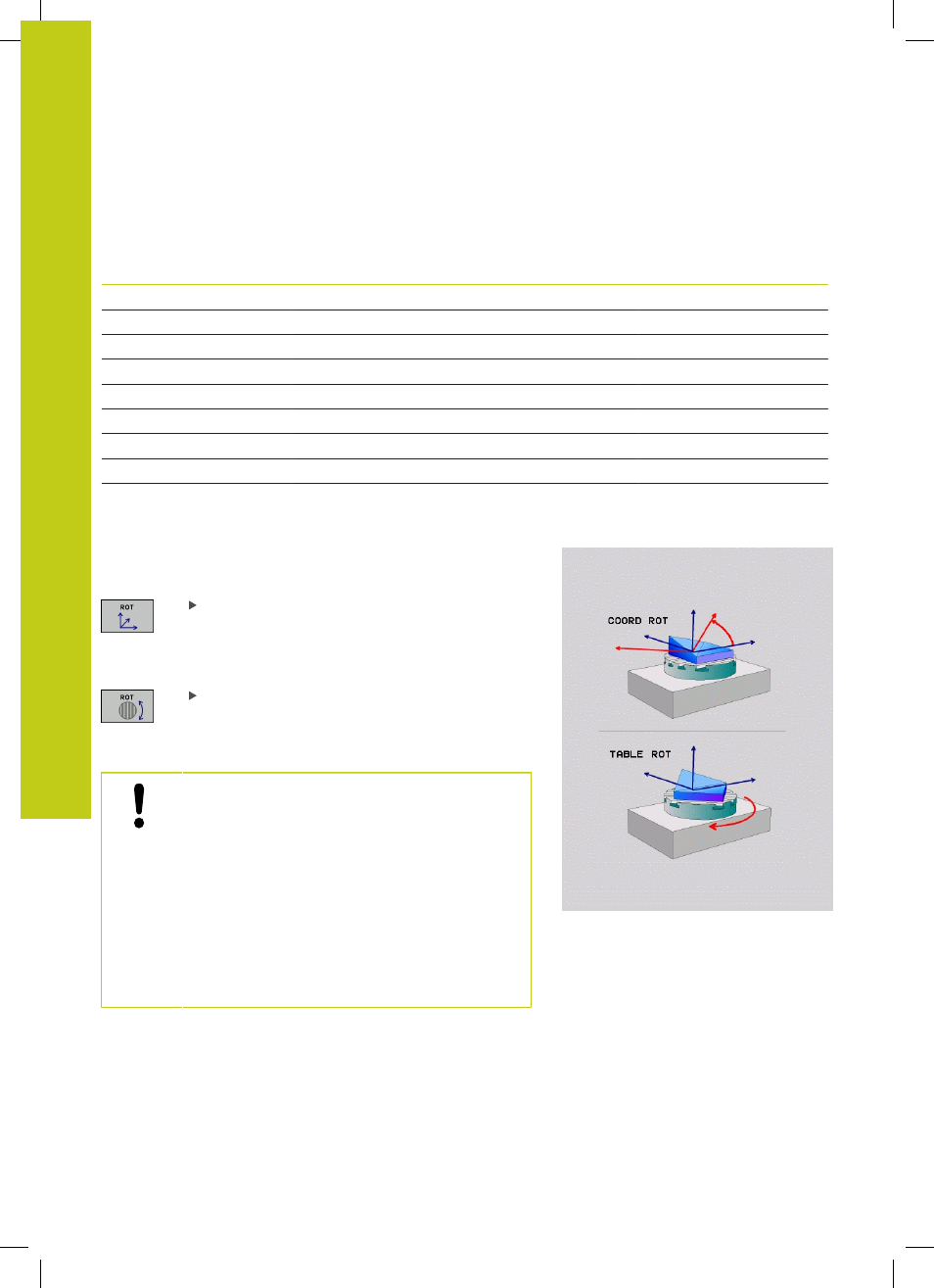
Auswahl der Transformationsart (Eingabe optional)
Für Schwenkwinkel, die das Koordinatensystem nur um die
Werkzeugachse drehen, steht eine Funktion zur Verfügung, mit der
Sie die Art der Transformation festlegen können:
COORD ROT legt fest, dass die PLANE-Funktion
nur das Koordinatensystem auf den definierten
Schwenkwinkel drehen soll. Die Kompensation
erfolgt rechnerisch, eine Rundachse wird nicht
bewegt
TABLE ROT legt fest, dass die PLANE-Funktion die
Rundachsen auf den definierten Schwenkwinkel
positionieren soll. Die Kompensation erfolgt durch
eine Werkstück-Drehung
Bei Verwendung der Funktion
PLANE AXIAL haben
die Funktionen
COORD ROT und TABLE ROT keine
Funktion.
COORD ROT ist nur aktiv, wenn die Schwenkung
ausschließlich um die Werkzeugachse erfolgt, z. B.
SPC+45 bei Werkzeugachse Z. Sobald eine zweite
Schwenkachse zur Realisierung benötigt wird, ist
automatisch
TABLE ROT aktiv.
Wenn Sie die Funktion
TABLE ROT in Verbindung
mit einer Grunddrehung und Schwenkwinkel 0
verwenden, dann schwenkt die TNC den Tisch auf
den in der Grunddrehung definierten Winkel.