HEIDENHAIN TNC 620 (81760x-02) ISO programming Benutzerhandbuch
Seite 234
Programmieren: Konturen programmieren
6.5
Bahnbewegungen – Polarkoordinaten
6
234
TNC 620 | Benutzer-Handbuch DIN/ISO-Programmierung | 1/2015
Schraubenlinie programmieren
Geben Sie Drehsinn und den inkrementalen
Gesamtwinkel
G91 H mit gleichem Vorzeichen ein,
sonst kann das Werkzeug in einer falschen Bahn
fahren.
Für den Gesamtwinkel
G91 H ist ein Wert von
-99 999,9999° bis +99 999,9999° eingebbar.
Polarkoordinaten-Winkel: Gesamtwinkel
inkremental eingeben, den das Werkzeug auf
der Schraubenlinie fährt.
Nach der Eingabe des
Winkels wählen Sie die Werkzeugachse mit
einer Achswahltaste.
Koordinate für die Höhe der Schraubenlinie
inkremental eingeben
Radiuskorrektur gemäß Tabelle eingeben
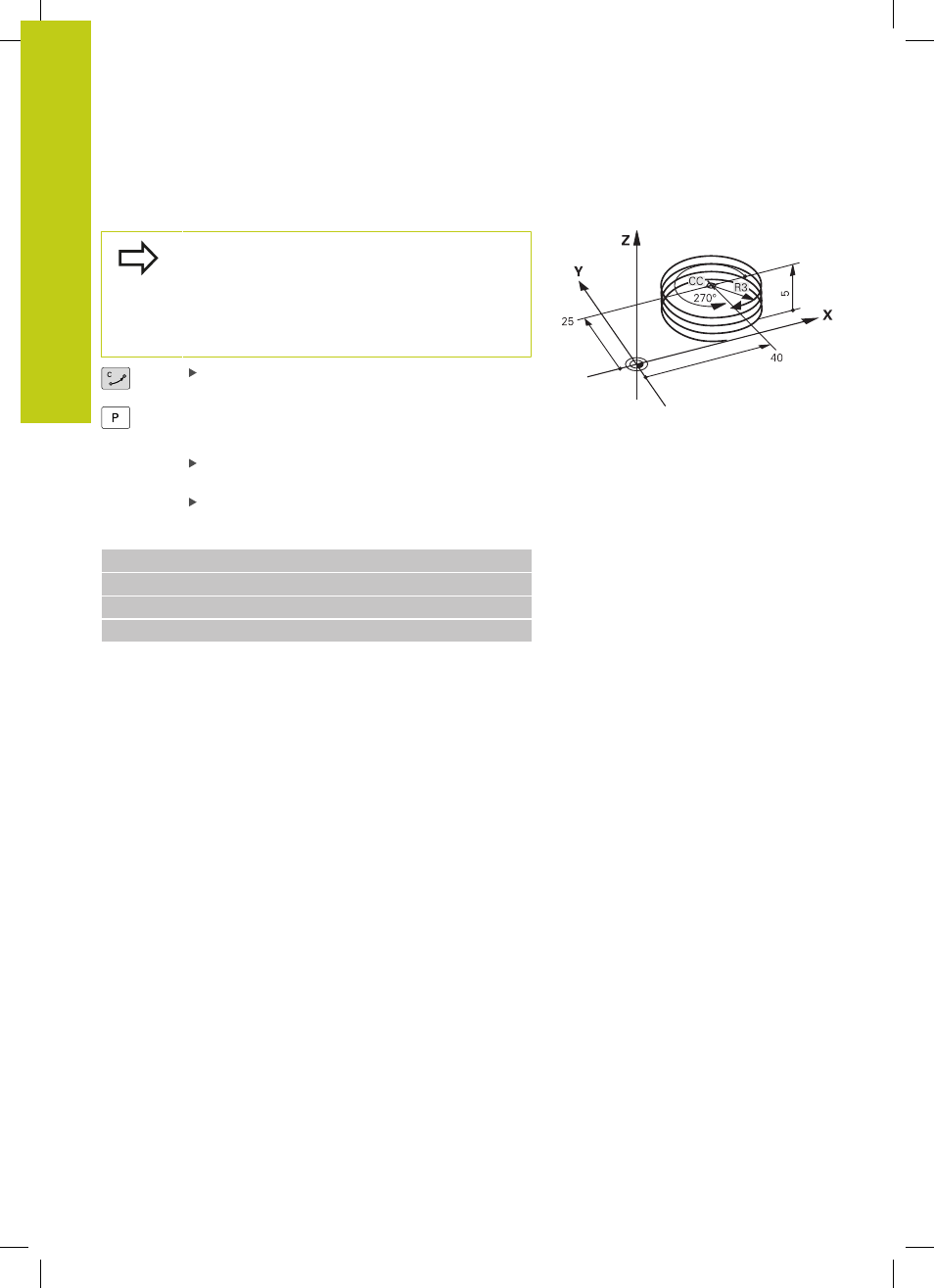
NC-Beispielsätze: Gewinde M6 x 1 mm mit 5 Gängen
N120 I+40 J+25 *
N130 G01 Z+0 F100 M3 *
N140 G11 G41 R+3 H+270 *
N150 G12 G91 H-1800 Z+5 *