2 programme eröffnen und eingeben, Aufbau eines nc-programms im din/iso-format, Programme eröffnen und eingeben – HEIDENHAIN TNC 620 (81760x-02) ISO programming Benutzerhandbuch
Seite 97: Programme eröffnen und eingeben 3.2
Programme eröffnen und eingeben
3.2
3
TNC 620 | Benutzer-Handbuch DIN/ISO-Programmierung | 1/2015
97
3.2
Programme eröffnen und eingeben
Aufbau eines NC-Programms im DIN/ISO-Format
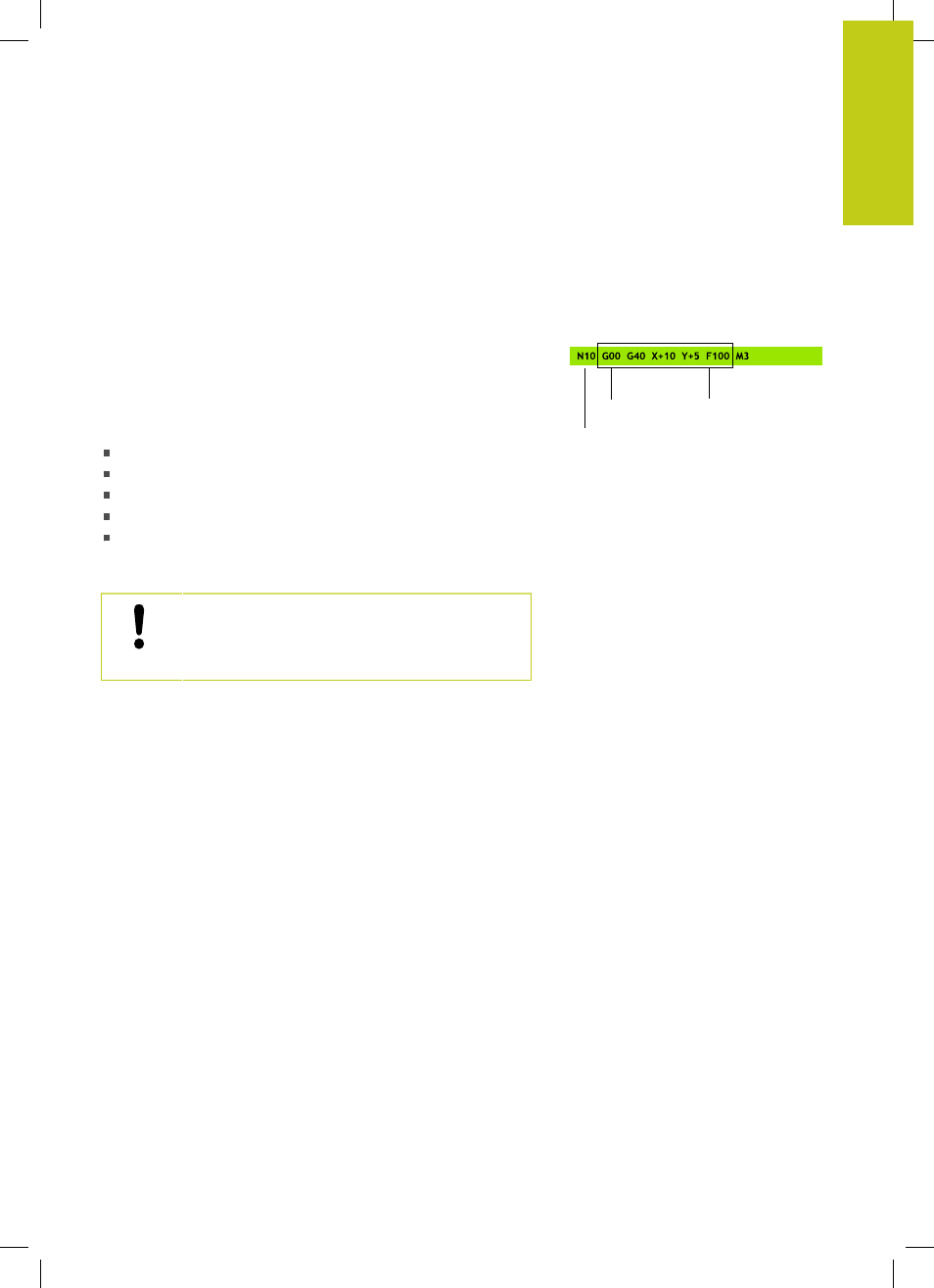
Ein Bearbeitungsprogramm besteht aus einer Reihe von
Programm-Sätzen. Das Bild rechts zeigt die Elemente eines Satzes.
Die TNC nummeriert die Sätze eines Bearbeitungsprogramms
automatisch, in Abhängigkeit von Maschinenparameter
blockIncrement
(105409). Der Maschinenparameter
blockIncrement
(105409) definiert die Satznummern-Schrittweite.
Der erste Satz eines Programms ist mit
%, dem Programm-Namen
und der gültigen Maßeinheit gekennzeichnet.
Die darauffolgenden Sätze enthalten Informationen über:
das Rohteil
Werkzeugaufrufe
Anfahren einer Sicherheitsposition
Vorschübe und Drehzahlen
Bahnbewegungen, Zyklen und weitere Funktionen
Der letzte Satz eines Programms ist mit
N99999999, dem
Programm-Namen und der gültigen Maßeinheit gekennzeichnet.
HEIDENHAIN empfiehlt, dass Sie nach
dem Werkzeugaufruf grundsätzlich eine
Sicherheitsposition anfahren, von der aus die TNC
kollisionsfrei zur Bearbeitung positionieren kann!
Satznummer
Bahnfunktion
Wörter
Satz