Arbeitsweise, Programmier-hinweise – HEIDENHAIN TNC 620 (81760x-02) ISO programming Benutzerhandbuch
Seite 278
Programmieren: Unterprogramme und Programmteil-Wiederholungen
8.4
Beliebiges Programm als Unterprogramm
8
278
TNC 620 | Benutzer-Handbuch DIN/ISO-Programmierung | 1/2015
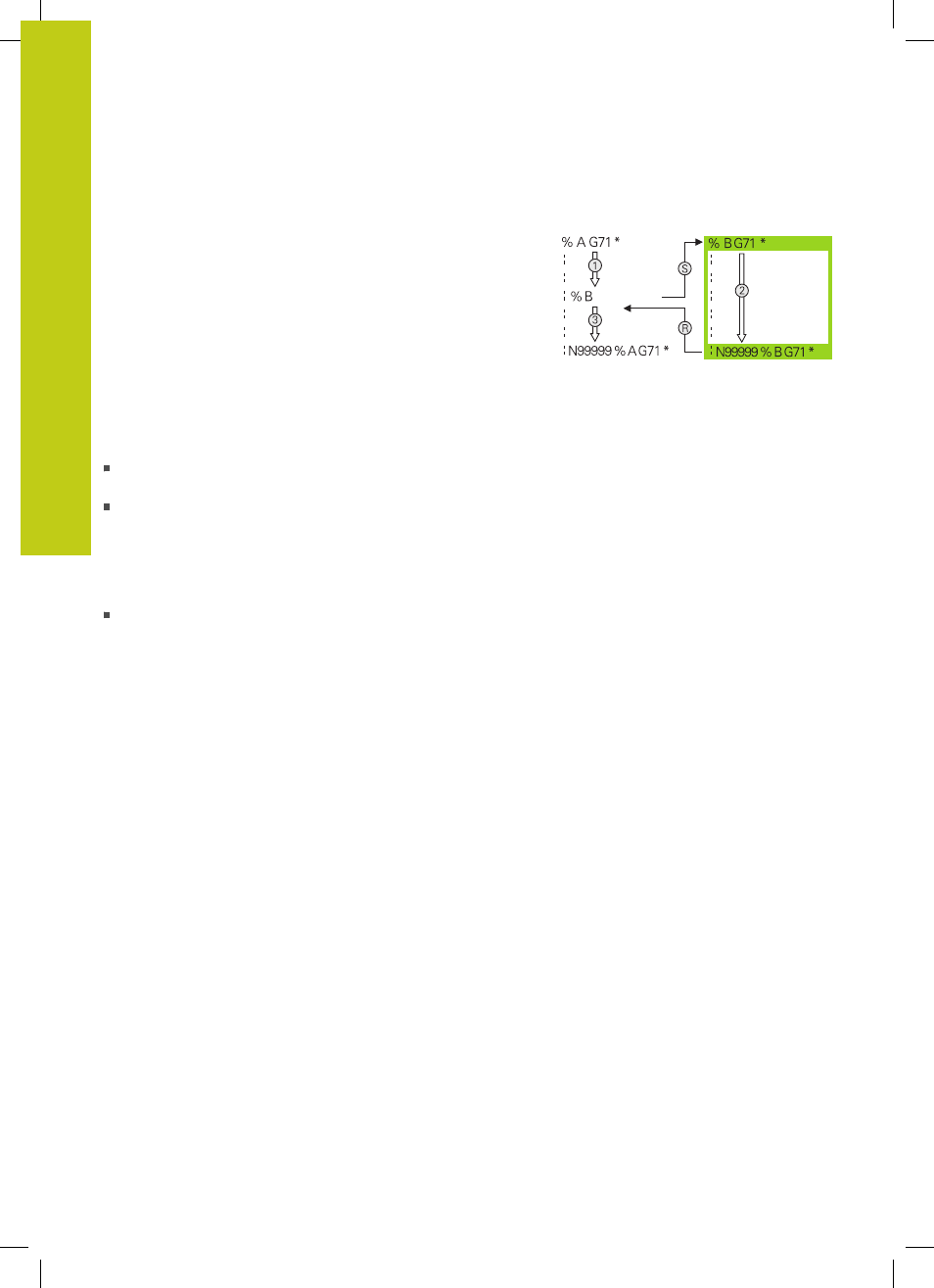
Arbeitsweise
1 Die TNC führt ein Bearbeitungsprogramm aus, bis Sie ein
anderes Bearbeitungsprogramm mit
% aufrufen
2 Anschließend führt die TNC das aufgerufene
Bearbeitungsprogramm bis zum Programmende aus
3 Danach arbeitet die TNC wieder das aufrufende
Bearbeitungsprogramm mit dem Satz weiter ab, der auf den
Programmaufruf folgt
Programmier-Hinweise
Um ein beliebiges Bearbeitungsprogramm zu rufen, benötigt die
TNC keine Labels
Das aufgerufene Programm darf keine Zusatzfunktion
M2 oder M30 enthalten. Wenn Sie in dem aufgerufenen
Bearbeitungsprogramm Unterprogramme mit Label
definiert haben, dann müssen Sie M2 bzw. M30 durch die
Sprungfunktion
D09 P01 +0 P02 +0 P03 99 ersetzen, um
diesen Programmteil zwingend zu überspringen
Das aufgerufene Bearbeitungsprogramm darf keinen
Aufruf
% ins aufrufende Bearbeitungsprogramm enthalten
(Endlosschleife)