HEIDENHAIN TNC 640 (34059x-04) ISO programming Benutzerhandbuch
Seite 438
Programmieren: Drehbearbeitung
14.2 Basisfunktionen (Software-Option 50)
14
438
TNC 640 | Benutzer-Handbuch DIN/ISO-Programmierung | 1/2014
Werkzeugdaten in der Drehwerkzeug-Tabelle
Eingabe-Element
Verwendung
Eingabe
T
Werkzeug-Nummer: Muss mit der Werkzeug-
Nummer des Drehwerkzeugs in der TOOL.T
übereinstimmen
-
NAME
Werkzeug-Name: Die TNC übernimmt den Werkzeug-
Namen automatisch, wenn Sie in der Werkzeug-
Tabelle die Drehwerkzeug-Tabelle anwählen
32 Zeichen, nur
Großbuchstaben, kein
Leerzeichen
ZL
Korrekturwert für die Werkzeug-Länge 1 (Z-Richtung)
-99999,9999...+99999,9999
XL
Korrekturwert für die Werkzeug-Länge 2 (X-Richtung)
-99999,9999...+99999,9999
DZL
Deltawert Werkzeug-Länge 1 (Z-Richtung), wirkt
additiv zu zL
-99999,9999...+99999,9999
DXL
Deltawert Werkzeug-Länge 2 (X-Richtung), wirkt
additiv zu XL
-99999,9999...+99999,9999
RS
Schneidenradius: Die TNC berücksichtigt den
Schneidenradius in Drehzyklen und führt eine
Schneidenradiuskorrektur aus, wenn Konturen mit
Radiuskorrektur
RL bzw. RR programmiert wurden
-99999,9999...+99999,9999
TO
Werkzeugorientierung: Richtung der
Werkzeugschneide
1...9
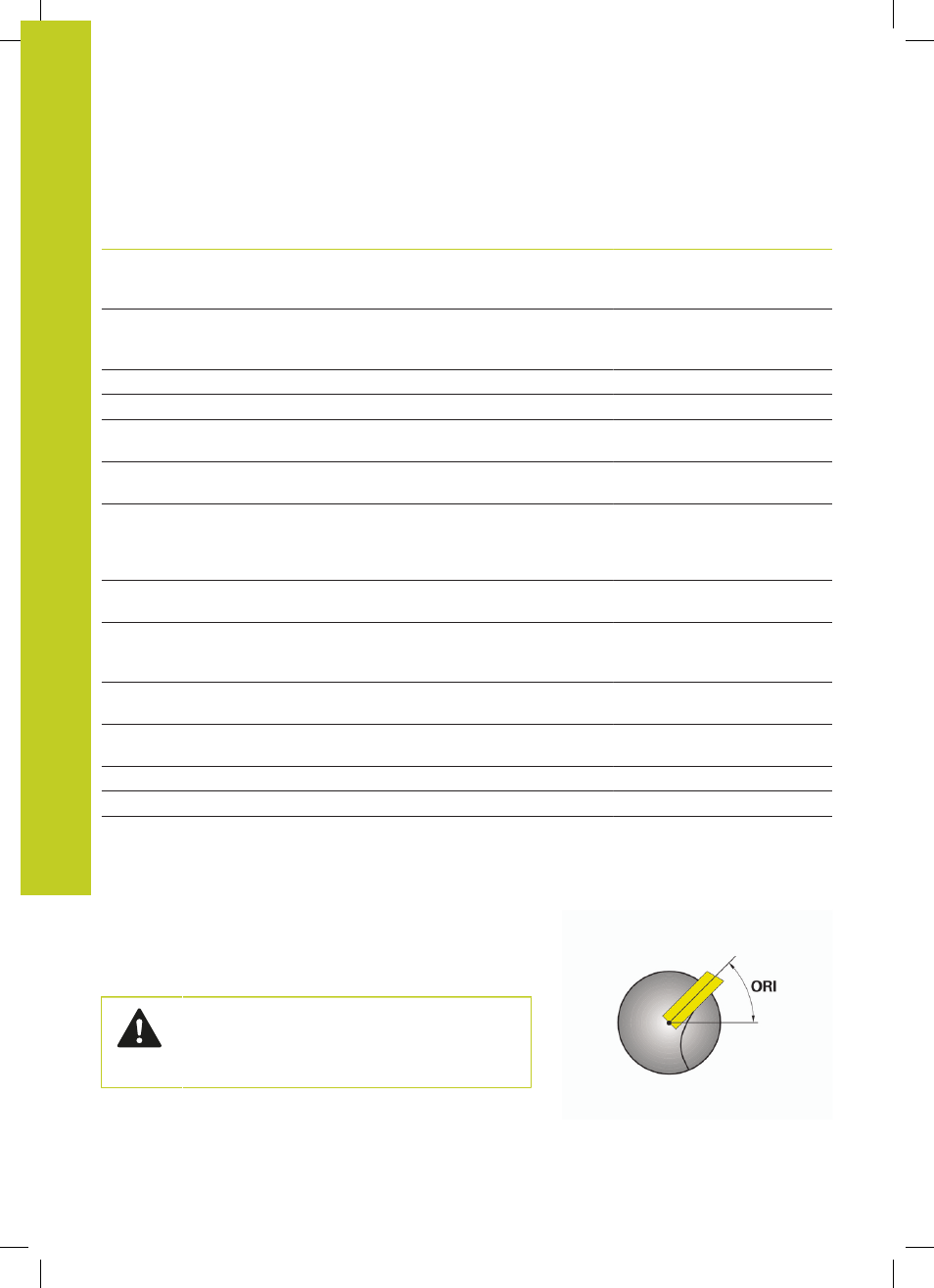
ORI
Orientierungswinkel der Spindel: Winkel der
Frässpindel zum Ausrichten des Drehwerkzeugs auf
Bearbeitungslage
-360,0...+360,0
T-ANGLE
Einstellwinkel für Schruppwerkzeuge und
Schlichtwerkzeuge
0,0000...+179,9999
P-ANGLE
Spitzenwinkel für Schruppwerkzeuge und
Schlichtwerkzeuge
0,0000...+179,9999
CUTLENGTH
Schneidenlänge Stechwerkzeug
0,0000...+99999,9999
CUTWIDTH
Breite Stechwerkzeug
0,0000...+99999,9999
TYPE
Typ des Drehwerkzeugs: Schruppwerkzeug
ROUGH,
Schlichtwerkzeug
FINISH, Gewindewerkzeug
THREAD, Einstechwerkzeug RECESS, Pilzwerkzeug
BUTTON, Stechdrehwerkzeug RECTURN
ROUGH, FINISH, THREAD,
RECESS, BUTTON, RECTURN
Mit dem Orientierungswinkel der Spindel
ORI bestimmen Sie die
Winkelstellung der Frässpindel für das Drehwerkzeug. Orientieren
Sie die Werkzeugschneide abhängig von der Werkzeugorientierung
TO auf das Drehtisch-Zentrum oder in die entgegengesetzte
Richtung.
Das Werkzeug muss in der richtigen Stellung
eingespannt und vermessen worden sein.
Überprüfen Sie die Werkzeug-Orientierung nach der
Definition eines Werkzeuges.