2 programme eröffnen und eingeben, Aufbau eines nc-programms im din/iso-format, Programme eröffnen und eingeben – HEIDENHAIN TNC 640 (34059x-04) ISO programming Benutzerhandbuch
Seite 95: Rogramm erstellen: siehe "programme eröffnen und, Eingeben", seite 95, Programme eröffnen und eingeben 3.2
Programme eröffnen und eingeben
3.2
3
TNC 640 | Benutzer-Handbuch DIN/ISO-Programmierung | 1/2014
95
3.2
Programme eröffnen und eingeben
Aufbau eines NC-Programms im DIN/ISO-Format
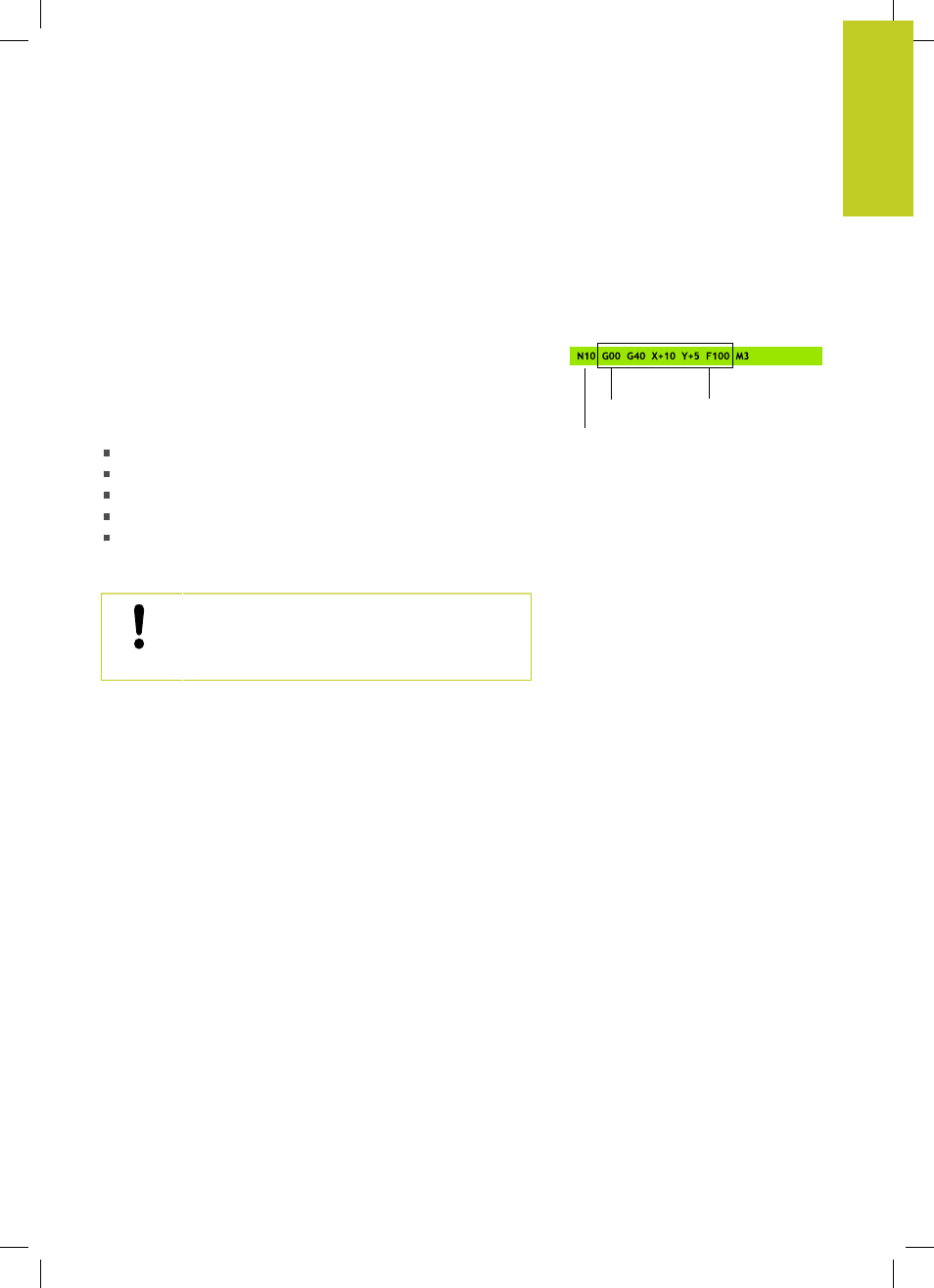
Ein Bearbeitungsprogramm besteht aus einer Reihe von
Programm-Sätzen. Das Bild rechts zeigt die Elemente eines Satzes.
Die TNC nummeriert die Sätze eines Bearbeitungsprogramms
automatisch, in Abhängigkeit von Maschinen-Parameter
blockIncrement
(105409). Der Maschinen-Parameter
blockIncrement
(105409) definiert die Satznummern-Schrittweite.
Der erste Satz eines Programms ist mit
%, dem Programm-Namen
und der gültigen Maßeinheit gekennzeichnet.
Die darauffolgenden Sätze enthalten Informationen über:
das Rohteil
Werkzeug-Aufrufe
Anfahren einer Sicherheits-Position
Vorschübe und Drehzahlen
Bahnbewegungen, Zyklen und weitere Funktionen
Der letzte Satz eines Programms ist mit
N99999999, dem
Programm-Namen und der gültigen Maßeinheit gekennzeichnet.
HEIDENHAIN empfiehlt, dass Sie nach dem
Werkzeug-Aufruf grundsätzlich eine Sicherheits-
Position anfahren, von der aus die TNC kollisionsfrei
zur Bearbeitung positionieren kann!
Satznummer
Bahnfunktion
Wörter
Satz