HEIDENHAIN SW 54843x-02 DIN Programming Benutzerhandbuch
Seite 269
HEIDENHAIN MANUALplus 620, CNC PILOT 640
269
4.1
7
K
ont
urbez
o
g
e
ne Dr
ehzyklen
Die Steuerung erkennt anhand der Werkzeugdefinition, ob eine
Außen- oder Innenbearbeitung vorliegt.
Parameter
B
Konturberechnung
0: automatisch
1: Werkzeug links (G41)
2: Werkzeug rechts (G42)
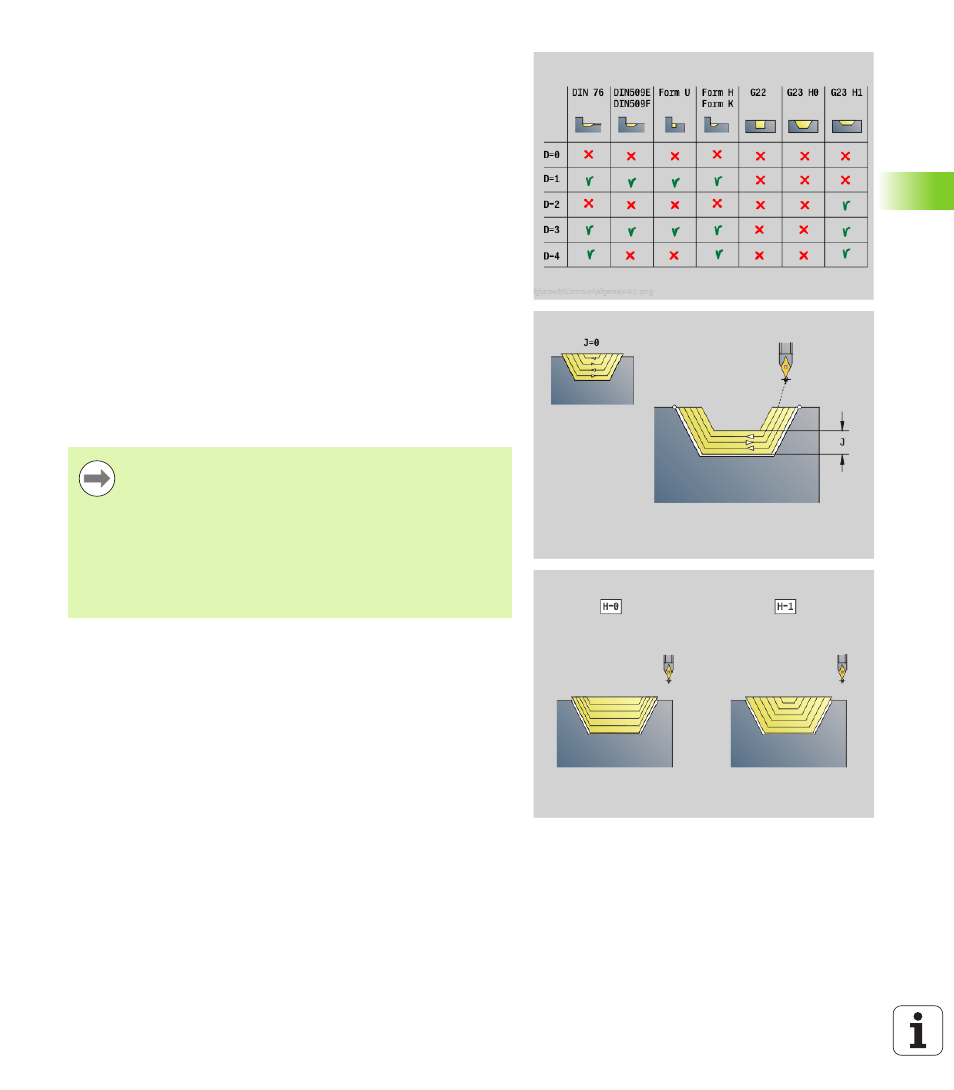
D
Elemente ausblenden (siehe Bild)
J
aß (Radiusmaß) – nur aktiv, wenn kein Rohteil definiert ist.
H
Konturparallel – Art der Schnittlinien:
0: konstante Spantiefe
1: äquidistante Schnittlinien
XA, ZA Anfangspunkt Rohteil (nur wirksam, wenn kein Rohteil
programmiert wurde):
XA, ZA nicht programmiert: Die Rohteilkontur wird aus
Werkzeugposition und ICP-Kontur berechnet.
XA, ZA programmiert: Definition des Eckpunktes der
Rohteilkontur.
Die Schneidenradiuskorrektur wird durchgeführt.
Ein G57-Aufmaß „vergrößert“ die Kontur (auch
Innenkonturen).
Ein G58-Aufmaß
>0: „vergrößert“ die Kontur
<0: wird nicht verrechnet
G57-/G58-Aufmaße werden nach Zyklusende
gelöscht.
Zyklusablauf
1
Errechnet die Zerspanbereiche und die Schnittaufteilung.
2
Stellt vom Startpunkt aus für den ersten Schnitt unter
Berücksichtigung des Sicherheitsabstandes zu.
3
Führt den Schruppschnitt durch.
4
Stellt für den nächsten Schnitt zu und führt den Schruppschnitt in
entgegengesetzter Richtung durch.
5
Wiederholt 3...4, bis der Zerspanbereich bearbeitet ist.
6
Wiederholt gegebenenfalls 2...5, bis alle Zerspanbereiche
bearbeitet sind.
7
Fährt so wie in „Q“ programmiert frei.