20 abstechzyklus, Abstechzyklus g859 – HEIDENHAIN SW 54843x-02 DIN Programming Benutzerhandbuch
Seite 301
HEIDENHAIN MANUALplus 620, CNC PILOT 640
301
4.20 Abst
ec
hzyklus
4.20 Abstechzyklus
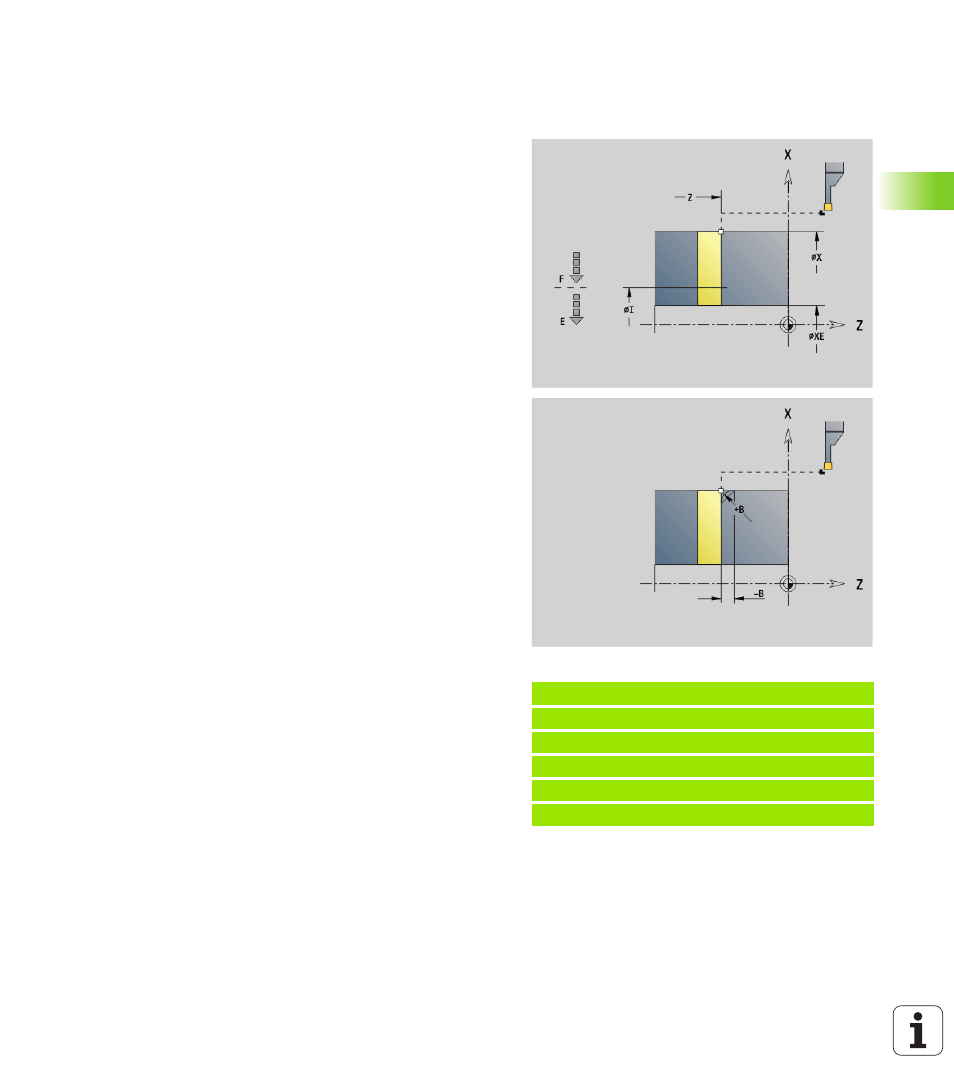
Abstechzyklus G859
G859 sticht das Drehteil ab. Wahlweise wird eine Fase oder Rundung
am Außendurchmesser erstellt. Nach der Zyklusausführung fährt das
Werkzeug an der Planfläche hoch und auf den Startpunkt zurück.
Ab der Position „I“ können Sie eine Vorschubreduzierung definieren.
Beispiel: G859
%859.nc
[G859]
N1 T3 G95 F0.23 G96 S248 M3
N2 G0 X60 Z-28
N3 G859 X50 Z-30 I10 XE8 E0.11 B1
ENDE
Parameter
X
Abstechdurchmesser
Z
Abstechposition
I
Durchmesser für Vorschubreduzierung
I angegeben: ab dieser Position wird auf Vorschub „E“
umgeschaltet
I nicht angegeben: keine Vorschubreduzierung
XE
Innendurchmesser (Rohr)
E
Reduzierter Vorschub
B
Fase/Verrundung
B>0: Radius der Verrundung
B<0: Breite der Fase
D
Drehzahlbegrenzung: Maximale Drehzahl beim Abstechen
K
Rückzugsabstand nach dem Abstechen: Werkzeug vor dem
Rückzug seitlich von der ... abheben
SD
Drehzahlbegrenzung ab dem Durchmesser I
U
Durchmesser, ab dem der Teilefänger aktiviert wird
(maschinenabhängige Funktion)