Werkzeugdaten lesen, 31 v a ri ablenpr ogr a mmier ung – HEIDENHAIN SW 54843x-02 DIN Programming Benutzerhandbuch
Seite 388
388
DIN-Programmierung
4.31 V
a
ri
ablenpr
ogr
a
mmier
ung
Werkzeugdaten lesen
Verwenden Sie folgende Syntax, um Werkzeugdaten zu lesen. Dabei
haben sie nur Zugriff auf Werkzeuge, die aktuell in der Revolverliste
eingetragen sind.
Ist eine Austauschkette definiert, programmieren Sie das „erste
Werkzeug“ der Kette. Die Steuerung ermittelt die Daten des „aktiven
Werkzeugs“.
Zugriff auf Werkzeugdaten des Revolvers
Syntax:
#wn(select)
n = Revolverplatznummer
n = 0 für das aktuelle Werkzeug
select = Kennung der zu lesenden
Information
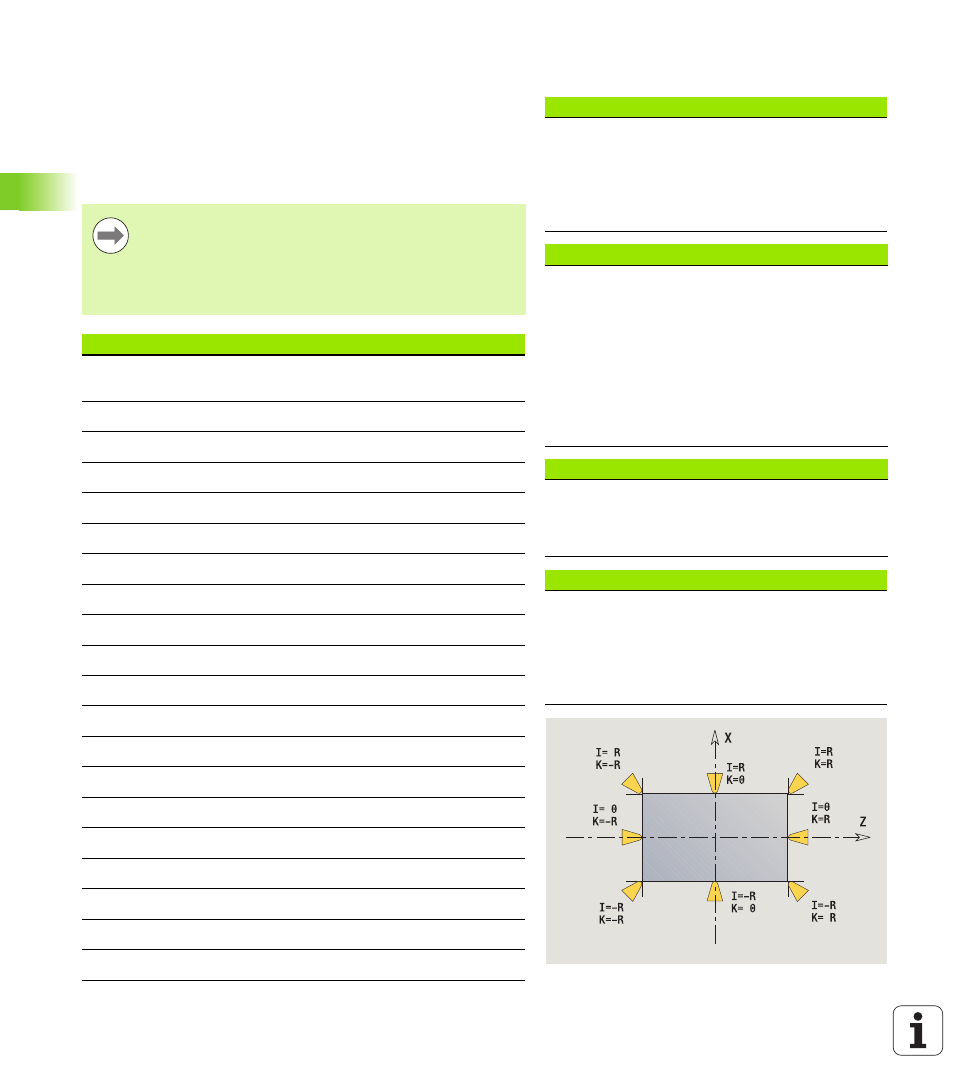
Hauptbearbeitungsrichtung
#wn(HR)
Hauptbearbeitungsrichtungen:
0: undefiniert
1: +Z
2: +X
3: –Z
4: –X
5: +/–Z
6: +/–X
Ausführung
#wn(AS)
Ausführungen
1: rechts
2: links
Werkzeuglage
#wn(WL)
Werkzeuglage (Bezug:
Bearbeitungsrichtung des Werkzeugs):
0: auf der Kontur
1: rechts der Kontur
– 1: links der Kontur
Sie können Werkzeug-Informationen auch direkt über die
Identnummer abfragen. Beispielsweise kann das
erforderlich sein, wenn keine Revolverplatzzuordnung
existiert. Programmieren Sie hierzu ein Komma und die
Identnummer des Werkzeugs hinter der gewünschten
Kennung, z. B. #L1 = #W1( ZL, "001").
Kennungen der Werkzeuginformationen
#wn(ID)
Werkzeug-Identnummer (In TextVariable (#xn)
zuweisen)
#wn(WT)
Werkzeugtyp 3-stellig
#wn(WTV)
1. Stelle Werkzeugtyp
#wn(WTH) 2. Stelle Werkzeugtyp
#wn(WTL)
3. Stelle Werkzeugtyp
#wn(NL)
Nutzbare Länge (Innendreh- und Bohrwerkzeuge)
#wn(HR)
Hauptbearbeitungsrichtung (siehe Tabelle rechts)
#wn(NR)
Nebenbearbeitungsrichtung bei Drehwerkzeugen
#wn(AS)
Ausführung (siehe rechts)
#wn(ZZ)
Zähnezahl (Fräswerkzeuge)
#wn(RS)
Schneidenradius
#wn(ZD)
Zapfendurchmesser
#wn(DF)
Fräserdurchmesser
#wn(SD)
Schaftdurchmesser
#wn(SB)
Schneidenbreite
#wn(SL)
Schneidenlänge
#wn(AL)
Anschnittlänge
#wn(FB)
Fräserbreite
#wn(WL)
Werkzeuglage
#wn(ZL)
Einstellmaß in Z