Aufbohren, senken g72, Seite 313, 22 bohrzyklen – HEIDENHAIN SW 54843x-02 DIN Programming Benutzerhandbuch
Seite 313
HEIDENHAIN MANUALplus 620, CNC PILOT 640
313
4.22 Bohrzyklen
Aufbohren, Senken G72
G72 wird eingesetzt für Bohrungen mit Konturbeschreibung
(Einzelbohrung oder Lochmuster). Verwenden Sie G72 für folgende
axiale/radiale Bohr-Funktionen mit feststehenden oder angetriebenen
Werkzeugen:
Aufbohren
Senken
Reiben
NC-Anbohren
Zentrieren
Parameter
ID
Bohrkontur – Name der Bohrungsbeschreibung
NS
Satznummer Kontur. Referenz auf die Kontur der Bohrung
(G49-, G300- oder G310-Geo)
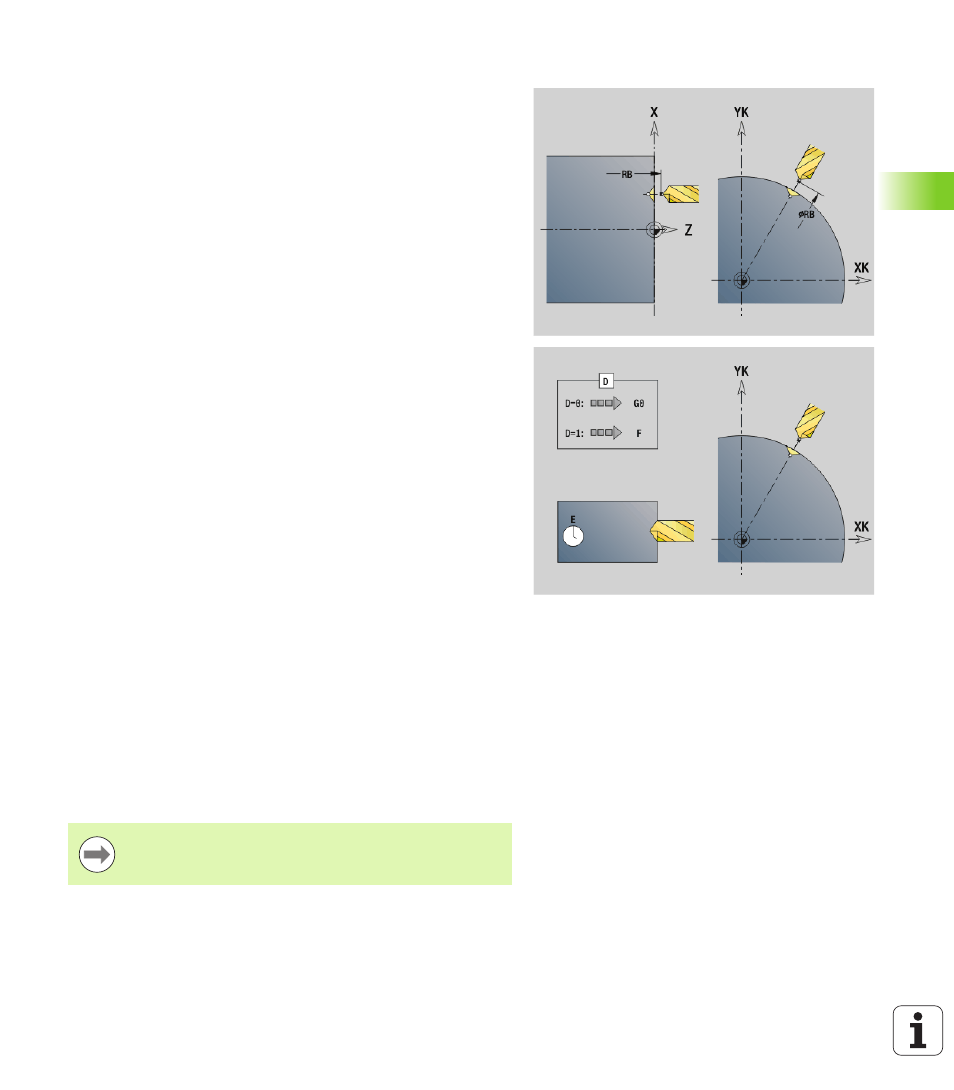
E
Verweilzeit zum Freischneiden am Bohrungsende (in
Sekunden) – (default: 0)
D
Rückzugsart (default: 0)
0: Eilgang
1: Vorschub
BS
Anfang Elementnummer (Nummer der ersten zu
bearbeitenden Bohrung eines Musters)
BE
Ende Elementnummer (Nummer der letzten zu bearbeitenden
Bohrung eines Musters)
H
(Spindel-)Bremse aus (default: 0)
0: Spindelbremse ein
1: Spindelbremse aus
Zyklusablauf
1
Fährt abhängig von „RB“ im Eilgang den „Startpunkt“ an:
RB nicht programmiert: fährt bis auf Sicherheitsabstand an
RB programmiert: fährt auf die Position „RB“ und fährt dann
auf Sicherheitsabstand an
2
Bohrt mit Vorschubreduzierung (50 %) an.
3
Fährt im Vorschub bis Bohrungs-Ende.
4
Rückzug, abhängig von „D“ im Eilgang/Vorschub.
5
Rückzugsposition ist abhängig von „RB“:
RB nicht programmiert: Rückzug auf den „Startpunkt“
RB programmiert: Rückzug auf die Position „RB“
Lochmuster: „NS" zeigt auf die Kontur der Bohrung, nicht
auf die Musterdefinition.