Einstechen g860, Siehe „einstechen g860” auf seite 270) – HEIDENHAIN SW 54843x-02 DIN Programming Benutzerhandbuch
Seite 270
270
DIN-Programmierung
4.1
7
K
ont
urbez
o
g
e
ne Dr
ehzyklen
Einstechen G860
G860 zerspant den definierten Konturbereich. Sie übergeben
entweder die Referenz auf die zu bearbeitende Kontur in den
Zyklusparametern, oder definieren die Kontur direkt nach dem
Zyklusaufruf (siehe „Mit konturbezogenen Zyklen arbeiten” auf Seite
258). Die zu bearbeitende Kontur darf mehrere Täler enthalten.
Gegebenenfalls wird die Zerspanungsfläche in mehrere Bereiche
unterteilt.
Parameter
ID
Hilfskontur - Identnummer der zu bearbeitenden Kontur
NS
Anfang-Satznummer
Beginn des Konturabschnitts, oder
Referenz auf einen G22-/G23-Geo-Einstich
NE
Ende-Satznummer (Ende des Konturabschnitts):
NE nicht programmiert: Das Konturelement NS wird in
Konturdefinitionsrichtung bearbeitet.
NS=NE programmiert: Das Konturelement NS wird
entgegen Konturdefinitionsrichtung bearbeitet.
NE entfällt, wenn die Kontur mit G22-/G23-Geo definiert ist
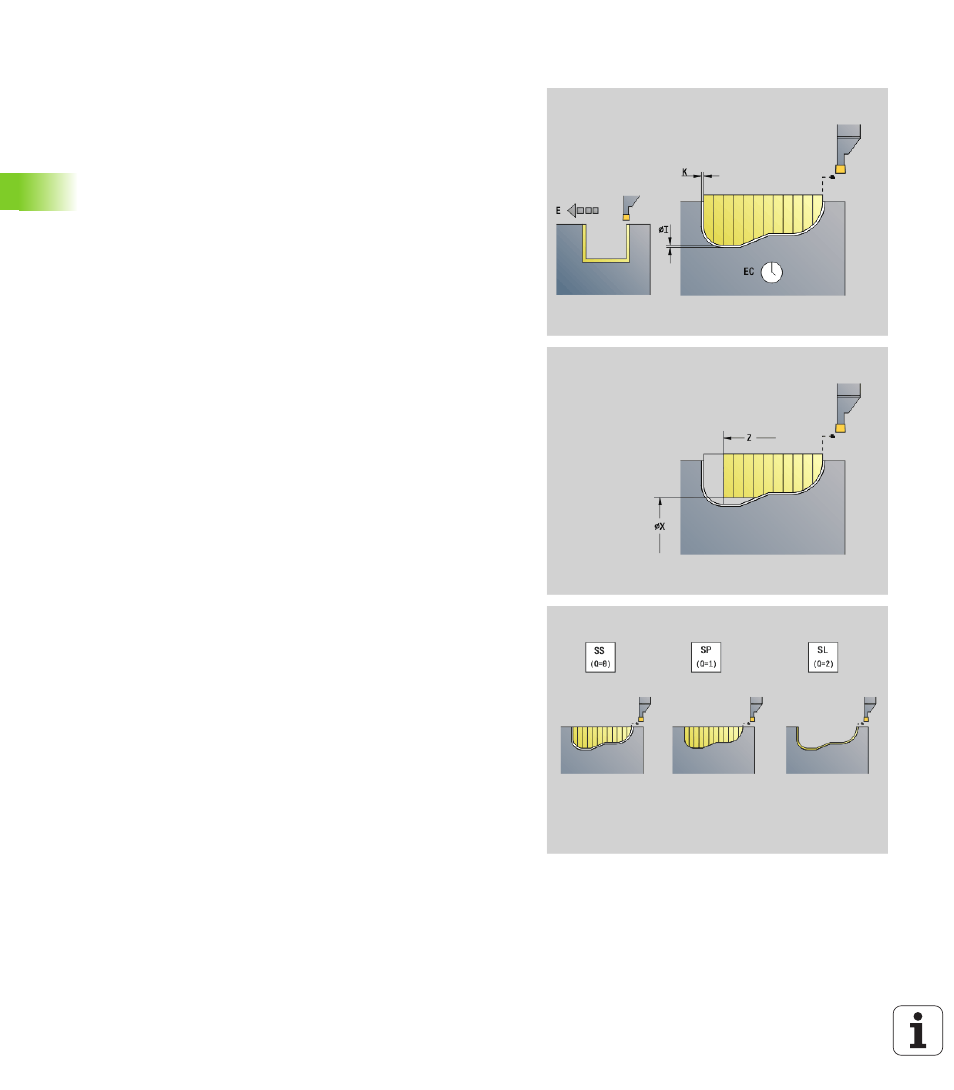
I
Aufmaß in X-Richtung (Durchmessermaß) – (default: 0)
K
Aufmaß in Z-Richtung (default: 0)
Q
Ablauf (default: 0)
0: Schruppen und Schlichten
1: nur Schruppen
2: nur Schlichten
X
Schnittbegrenzung in X-Richtung (Durchmessermaß) –
(default: keine Schnittbegrenzung)
Z
Schnittbegrenzung in Z-Richtung (default: keine
Schnittbegrenzung)
V
Kennung Anfang/Ende (default: 0). Eine Fase/Verrundung wird
bearbeitet:
0: am Anfang und am Ende
1: am Anfang
2: am Ende
3: keine Bearbeitung
E
Schlichtvorschub (default: aktiver Vorschub)
EC
Verweilzeit