5 werkzeug positionieren y-achse, Eilgang g0, Werkzeugwechselpunkt anfahren g14 – HEIDENHAIN SW 54843x-02 DIN Programming Benutzerhandbuch
Seite 497
HEIDENHAIN MANUALplus 620, CNC PILOT 640
497
6.5 W
e
rk
z
e
ug positionier
en Y
-A
c
hse
6.5
Werkzeug positionieren Y-Achse
Eilgang G0
G0 verfährt im Eilgang auf kürzestem Weg zum „Zielpunkt X, Y, Z“.
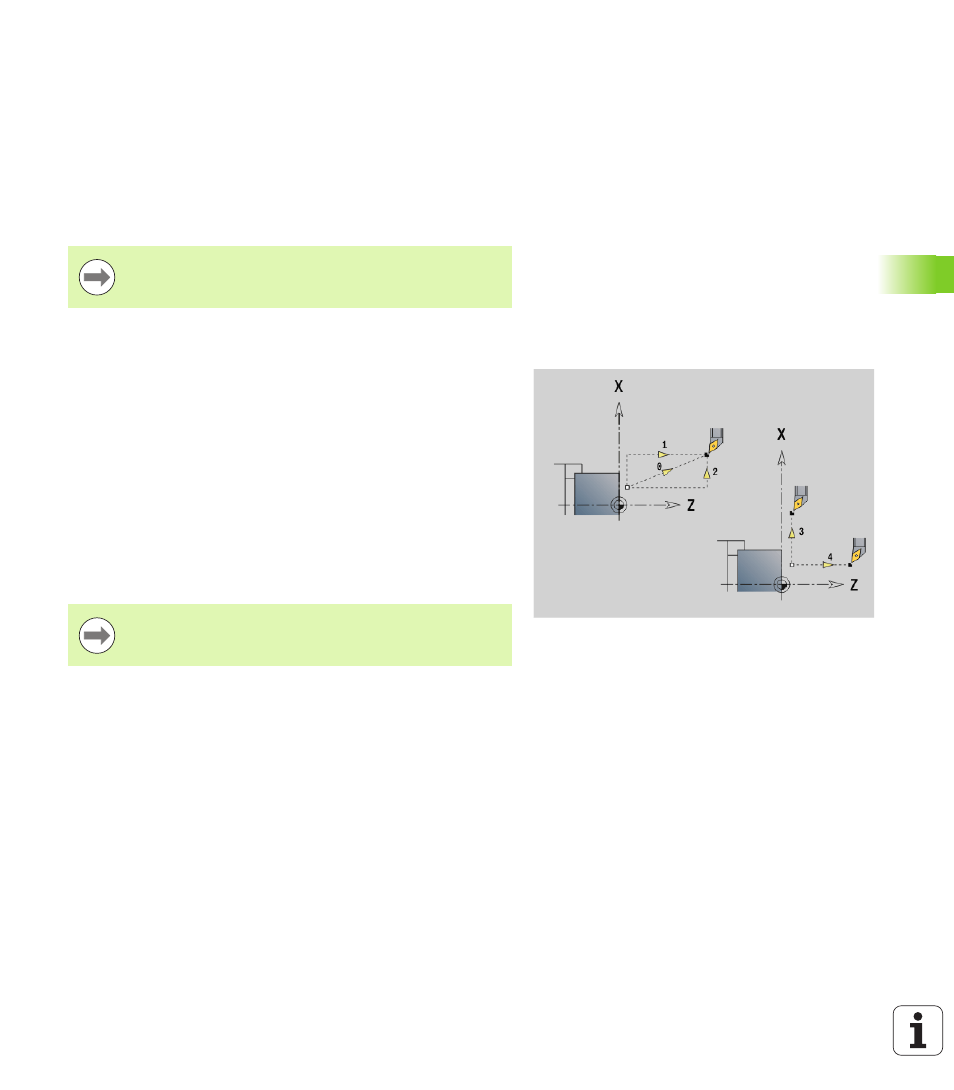
Werkzeugwechselpunkt anfahren G14
G14 verfährt im Eilgang zum Werkzeugwechselpunkt. Die
Koordinaten des Wechselpunktes legen Sie im Einrichtebetrieb fest.
Parameter
X
Durchmesser - Zielpunkt
Z
Länge – Zielpunkt
Y
Länge – Zielpunkt
Programmierung X, Y, Z: absolut, inkremental oder
selbsthaltend
Parameter
Q
Reihenfolge (default: 0)
0: X- und Z-Achse verfahren gleichzeitig (diagonal)
1: erst X-, dann Z-Richtung
2: erst Z-, dann X-Richtung
3: nur X-Richtung, Z bleibt unverändert
4: nur Z-Richtung, X bleibt unverändert
5: nur Y-Richtung
6: X-, Y- und Z-Achse verfahren gleichzeitig (diagonal)
Bei Q=0...4 wird die Y-Achse nicht verfahren.