14 aufmaße, Aufmaß abschalten g50, Aufmaß achsparallel g57 – HEIDENHAIN SW 548328-05 DIN Programming Benutzerhandbuch
Seite 253
HEIDENHAIN MANUALplus 620, CNC PILOT 620/640
253
4.14 A
u
fmaße
4.14 Aufmaße
Aufmaß abschalten G50
G50 schaltet mit G52-Geo definierte Aufmaße für den folgenden
Zyklus ab. Programmieren Sie G50 vor dem Zyklus.
Aus Kompatibilitätsgründen wird zum Abschalten der Aufmaße
zusätzlich das G52 unterstützt. HEIDENHAIN empfiehlt, bei neuen
NC-Programmen das G50 zu verwenden.
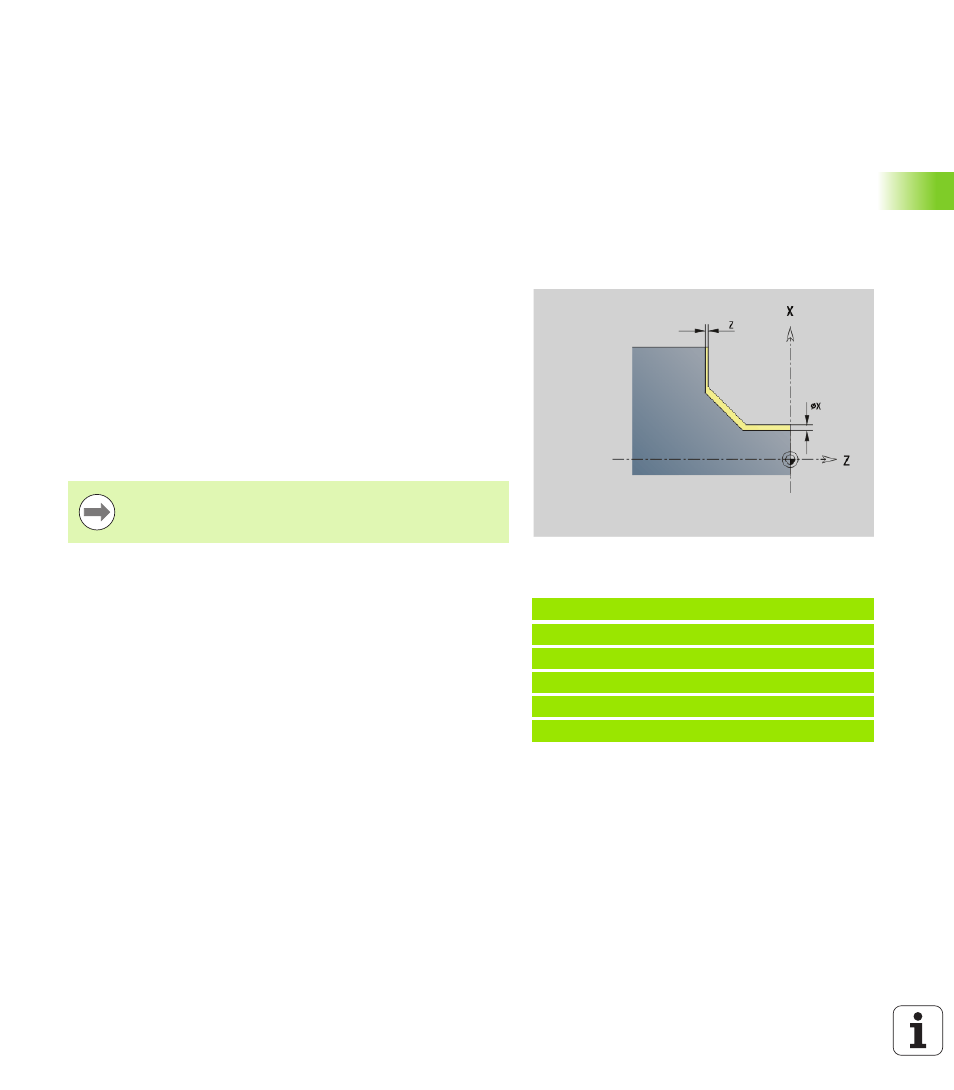
Aufmaß achsparallel G57
G57 definiert unterschiedliche Aufmaße für X und Z. Programmieren
Sie G57 vor dem Zyklusaufruf.
G57 wirkt bei den folgenden Zyklen – dabei werden die Aufmaße nach
Zyklusausführung
Gelöscht: G810, G820, G830, G835, G860, G869, G890
Nicht gelöscht: G81, G82, G83
Beispiel: G57
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G57 X0.2 Z0.5 [achsparalleles Aufmaß]
N4 G810 NS7 NE12 P5
. . .
Parameter
X
Aufmaß X (Durchmessermaß) – nur positive Werte
Z
Aufmaß Z – nur positive Werte
Sind die Aufmaße mit G57 und im Zyklus programmiert,
gelten die Zyklusaufmaße.